This eBook is for the use of anyone anywhere in the United States and most other parts of the world at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org. If you are not located in the United States, you'll have to check the laws of the country where you are located before using this ebook.
Title: A Rational Wages System
Some Notes on the Method of Paying the Worker a Reward for Efficiency in Addition to Wages
Author: Henry Atkinson
Release Date: September 27, 2014 [eBook #46977]
Language: English
Character set encoding: ISO-8859-1
***START OF THE PROJECT GUTENBERG EBOOK A RATIONAL WAGES SYSTEM***
| Note: | Images of the original pages are available through Internet Archive. See https://archive.org/details/rationalwagessys00atkirich |
Transcriber's Note:
Corrections are indicated by dotted lines under the corrected text. Hover the cursor over the indicated text and the original text will appear.
The question of scientific management, or the replacement of guesswork by a common-sense study of the principles in economical and efficient production, has not received the consideration it deserves in this country; but one effect of the war has been to show the possibilities of increasing production by a scientific study of factory methods.
I believe that a much greater amount of interest will be taken in the subject in future, and the fact that co-operation between the management and the workers is the first essential to success cannot be too strongly emphasised.
From my own personal experience of its installation in England, I can only say that, when approached broad-mindedly by both sides, the workers have nothing to fear and, indeed, everything to gain by it.
This description by Mr. Atkinson should prove very useful in bringing the principles of one branchvi of scientific management, that branch which most nearly affects the workers, to the notice of all concerned in efficiency methods, and it is to be hoped that it will prepare the way for a better understanding between employer and worker.
H. W. ALLINGHAM, M.I.Mech.E.
It is universally admitted that the war will bring about great changes in industry. The readjustment of financial affairs, the greatly increased taxation, the displacement of labour due to the employment of men now at the front, the dilution of labour by the employment of women, the development of new industries and the modification of present ones in order to meet new markets, changes in the old methods of manufacturing and trading, will all add to the difficulties of the situation.
Some of the greatest of these difficulties will be in connection with Labour, and the trade-unions will be faced with problems the solution of which will tax their ingenuity and statecraft to the utmost.
Already one predominant assertion is being made, and will be made with greater insistence when the war is over—namely, that it will be necessary to make wealth as quickly as possible in order to make good the disastrous losses incurred by the war, andviii that this can only be done by increased production with low labour costs.
This haste to make wealth will induce many employers to endeavour to retain war conditions when there is no longer any need for them. They will try to "dilute" Labour permanently by employing women; they will endeavour to lower permanently the age at which children may leave school; they will lower wages where possible; and they will refuse to carry out their promises to reinstate the men who volunteered at the beginning of the war.
Everything, indeed, points to a renewal of the old wage war with all its absurdities, tyrannies, and slanders, its starvation and misery, its strikes and lockouts, its waste and blundering. Anything that can be done to avoid or to ameliorate this state of things should be done; and if it can be shown that a method exists for keeping up wages while at the same time lowering the labour costs, serious attention should be given to it, and its advantages and defects should be carefully studied.
Low wages are not the same thing as low labour costs, for a greater production with low labour costs may be obtained by paying high rather than low wages if proper management and organisation beix exercised. The Reward System described herein is part of a method (that part which affects the worker) whereby this result has been obtained. It is based on paying the worker for efficient workmanship, and during the past twenty years it has been adopted in a large number of American factories and in a few (a very few) British ones. It has such a sound basis that it should meet with the favour of both worker and employer, and the writer is of opinion that some of the more serious difficulties between Capital and Labour may be solved by its adoption.
Many papers have been read on the subject in America, and some books have been written about it; but, so far as the writer knows, no simple description has been attempted, and certainly none that appeals to the person chiefly concerned, the worker himself.
The subject may be considered from the point of view of the nation, the employer, the trade-union, or the worker. The following is an attempt to show the worker how it affects him and how he benefits by it.
| Preface | v | |
| Introductory | vii | |
| PART I | ||
| GENERAL PRINCIPLES | ||
| chapter | page | |
| I. | Different Methods of Payment of Wages | 1 |
| (a) Day Work | 2 | |
| (b) Piece Work | 6 | |
| (c) Profit Sharing | 8 | |
| (d) Co-partnership | 11 | |
| (e) Co-operation | 13 | |
| (f) Bonus Systems | 15 | |
| (g) The Reward System | 16 | |
| II. | Wages and Efficiency Reward | 18 |
| (a) The Reward System | 18 | |
| (b) The Basis of Reward Payment | 24 | |
| (c) Special Reward for High Efficiency | 30 | |
| (d) The Classification of Work | 31 | |
| (e) Reward derived from Increased Production | 32 | |
| (f) Safeguards | 33 | |
| (g) Attention to Service Details | 35 | |
| (h) Loss of Skill due to the Reward System | 40 | |
| III. | Wages and Progress | 43 |
| (a) Antagonism between Employer and Worker | 43 | |
| (b) Trade-Unions and the Reward System | 45 | |
| (c) Scientific Management and the Reward System | 47 | |
| (d) The Future of Labour | 50 | |
| (e) The Actual and the Ideal | 56 | |
| PART IIxii | ||
| AN APPLICATION OF THE PRINCIPLES TO A PARTICULAR CASE | ||
| IV. | Work and Reward | 67 |
| (a) Routing the Work | 68 | |
| (b) The Time Study | 70 | |
| (c) Fixing Standard Time | 73 | |
| (d) The Instruction Card | 79 | |
| (e) Spoiled Work | 79 | |
| (f) Allowances | 81 | |
| (g) Efficiency Calculation | 83 | |
| PART III | ||
| EXPLANATION OF DIAGRAMS SHOWING DIFFERENT METHODS OF REWARD PAYMENT | ||
| V. | Reward and Efficiency | 86 |
| (a) Reward System No. 1 | 90 | |
| (b) Reward System No. 2 | 92 | |
| (c) Reward System No. 3 | 94 | |
| (d) Reward System No. 4 | 96 | |
| (e) The Taylor System | 98 | |
| (f) The Gantt System | 100 | |
| (g) The Emerson System | 102 | |
| (h) The Rowan System | 104 | |
| (i) Day Rate | 107 | |
| (j) Piece Work | 107 | |
| (k) The Ford System | 109 | |
| Appendix: A Floating Wage Rate | 111 | |
The war has brought the question of efficiency and efficiency methods to the front very prominently, and there is a consensus of opinion that it will be necessary to adopt them very widely if we are to retain our present commercial and national position in the world.
The object of such methods is to obtain increased production. It is well known that the worker can produce far more than he does, but from his point of view there is no particular reason why he should attempt to do so under ordinary working conditions.
The circumstances are altered entirely if increased production results in higher wages with better conditions of work, and if the worker does not get too tired or suffer any injury to his health in the process.
The Reward System described herein satisfies these conditions, but before giving the description2 it will be well to examine briefly the existing methods of wage payment and point out their advantages and disadvantages.
This is the commonest method of wage payment in the United Kingdom at the present time.
For every hour worked, the worker gets so many pence—10d., 11d., 1s. an hour, or whatever it may be. As wages are paid weekly, it is usual to reckon them at so many shillings per week.
In any factory, nearly all the men who work at the same kind and class of labour get approximately the same wage. In union shops they do all get exactly the same wage.
Before the days of the trade-unions each man was paid according to his skill, as nearly as possible; a good workman received more wages than a poor one. But the trade-unions have stopped that as far as they can. In any one trade all workers, good, bad, and indifferent, are now paid the same wages.
The day work system, although in a great many cases it cannot be avoided, is extremely unsatisfactory.
On the one hand, the employer endeavours to get all he can out of the worker while paying him the least possible wages. Speaking generally, the employer looks upon the worker as a necessary evil, and treats him accordingly. The worker must produce as much as possible and receive as low3 wages as possible. No consideration is given to the question of what wages will buy.
On the other hand, the worker retaliates by doing just as much work as will enable him to keep his job, and no more. Many workers spend as much energy and time in avoiding work as they do in executing it, and it is absolutely necessary for the employer to have a foreman hustling round all the time to see that a reasonable amount of work is done.
In order to equalise the conditions for all workers, the unions have fixed a standard rate of wages for all men working at any one particular trade. This means that both good and bad workers receive the same rate of pay.
Such an arrangement is quite unfair both to the good worker and to the employer, and it gives the employer a very sound reason for opposing the unions on all possible occasions.
But it is worse for the good worker than for the employer, because it affects him in several ways. When two workers are at work side by side, one a good worker and the other a slacker, it is galling for the good man to know that the slacker gets the same wages as himself. It tends to make the good man indifferent to his work, and it needs a good deal of moral courage and great force of character for a man to keep on doing his best under such circumstances, especially when one remembers the great excess of slackers over good men, and how easy it is to find a good excuse for slacking.
The extraordinary thing is that a man's union compels him to slack even if he has no desire to do4 so. His fellow-unionists keep a watchful eye on a good man, and if he is producing more than a certain quantity he is told to ease up. There is no possible excuse for this attitude, and it has done more to discredit the unions than any other thing. It saps the good worker's morality, and reduces the whole ethics of Labour and wage payment to the lowest possible standard.
Apart from the question of antagonism between the employer and the worker, there is one factor missing, a factor that is all-important even in the best type of day work and under the best conditions. It is that the best method of doing the work is never known.
One man has one idea, another man has another; one man has his own method, another man has a different method; one man has a certain knack of using the special tools required for a particular job, another man has only a general knowledge of their use; one man has done the job many times and knows the short-cuts, another man is new to the job and goes slowly; one man tackles the job haphazard, another spends time in considering the best way of doing it; one man believes that one form of tool is the best for certain metals, another man believes in a different form; one man thinks a job should be done in this way, another man thinks it should be done that way; one shop practice is to do a job in such a manner and on such machines, another shop will do it in a different way on a different type of machine.
And so it goes on....
All the time the foreman is hovering around, urging the men, praising one man for his speed in order to get him to work quickly all the time, but more generally bullying the slow man into working a bit faster. And he settles all matters in an arbitrary manner, which means the job must be done his way, right or wrong!
It cannot be helped. When a worker starts a job, he does not know just what speed his machine must run at for that job. True, experience is a good guide, but it means trying a speed before he can be certain. And trying a speed means a certain amount of care and watchfulness; then it probably means making adjustments of speed and tool. This means stoppages, readjustments, retrials, and an all-round loss of time and efficiency.
Now, is the man a better workman for all this? If it proved eventually that all men became of the same opinion as regards speeds, forms of tools, and methods of working, and if all men became highly efficient, one could at least say that the result justified the method, in spite of the enormous waste of time and talk and temper. But, as a matter of fact, one rarely gets two workmen of the same opinion or of the same proficiency, and a man never turns out as much work as he is capable of.
Added to all this is the deadening monotony of the daily round of toil with no variation, no release from the fixed hours, no inducement to do one's best, no chance of getting any extra pay unless by occasional overtime.
Theoretically, day work is the fairest method,6 because if a man does his best he ought to get the same wages as any other man, no matter what his production may be; but in practice this is impossible, hence one is driven to the conclusion that day work, as it is practised at present, stands condemned, and ought to be limited to such jobs and working conditions where it is impossible to apply other methods.
Piece work has one great advantage over day work—namely, the worker is paid in exact proportion to his production.
But that is the only advantage. If work could be correctly priced according to the amount which a conscientious average man could do, and that price always held good, piece work would have the additional advantages that both worker and employer would know the conditions were fair, and the worker would work diligently and be paid proportionally to his skill and production.
Under ordinary piece work conditions, however, such an arrangement is impossible, and the objections to piece work are, if anything, greater than the objections to day work, because of the necessary dishonesty on the part of both worker and employer.
The average employer will not believe what an enormous difference there is in the quantity of work which different men are capable of producing. He is under the impression that, within small limits, any man can produce the same amount of work as any other man in a given time.7 This is entirely wrong. Investigations have proved that some good men can produce three times as much as an average man, the quality of work being quite as good.
Applying this fact to piece work, one sees at once how serious differences may arise. A job is priced at, say, 1s. An average man whose rate is 40s. a week will earn about 50s. a week on that job by diligent work. Then a really first-class man comes along and earns 80s. What follows? "If Smith can earn 80s., it is evident that the price is too high and the other workers are slacking!" That is the natural argument of the employer, and down comes the rate.
Cutting rates is one of the most frequent sources of trouble on piece work, but it cannot be avoided. The worker knows that the rates will be cut, and therefore two methods of defence are open to him: First, he always works slowly on a job until it has been priced. In this way a good price is obtained, a price which enables the slowest worker to earn his wages—and a bit above—easily. Second, the worker takes care not to earn too much. It is arranged between the men how much each ought to take on a certain job, and the arrangement made is carried out. This is, of course, dishonest, but it is necessary.
For suppose a good worker comes on the job and does his best, the price comes down to everybody, and the average man cannot earn his wages. The good man is therefore compelled to be dishonest to his employer or unfair to his fellow-worker.8 And, again, in piece work all prices are arbitrary. Even if one shop gives a reasonable price, other shops in the same line of business find it out, and put on a lower price in order to reduce works costs and thereby lower prices to customers, which means snatching the trade from the good shop.
Thus, the circumstances of the old-fashioned piece work method and the dishonesty of both parties to it lead to misunderstandings and dissatisfaction.
There are various methods of increasing earnings by profit sharing. The employer, from motives which may be good or bad from the standpoint of the worker, desires to present the worker with a certain proportion of the net profit.
In some cases the motive is entirely for the worker's good; in others it is for the purpose of getting the worker to stay with the firm, and to make his interest so large that he dare not be independent in case he should lose his profit. This means that the employer is no longer troubled with strikes and labour disturbances.
However, it is the effects that concern us here, and not the motives.
Under profit sharing the profit is paid out or credited to the worker every six or twelve months, and one must be employed for a certain length of time before one comes under the scheme. So that it holds out little incentive to efficiency until the worker has been with the firm for some years;9 until then his interest is so small that only the naturally thrifty workers are interested in it.
All profit-sharing firms base their hopes of increased efficiency on the incentive given to the worker by an anticipation of profit; the payment of wages is by day work or piece work, and these have the defects already mentioned. There is no direct and immediate incentive. The slacker gets the same reward as the good man, and there is nothing to prevent piece rates being cut just as in an ordinary shop.
Profit sharing is undoubtedly a splendid thing in principle, but it tends to make a man drop his trade-union and takes away his independence. It also means a rigid selection of workers, only the ones who look ahead being automatically chosen. Already they must be men of thrifty disposition, men who look forward to being employed in one factory all their lives, otherwise they would not be chosen. They are not necessarily the best men; indeed, they cannot be the best men because only a wide experience of different factories and methods produces the best men. But they are essentially steady men, and this is the kind of man most employers prefer, because they are the least likely to cause trouble when rates are cut or wages reduced. It is usually pointed out that, if a rate has to be cut, the worker gets it back again in the form of profit.
This system certainly tends to get rid of the slacker—the worst form of slacker, that is—and there are circumstances under which it would prove of great value.
The fact of there being so few profit-sharing firms tends to show that profit sharing is not a method which appeals generally to both employer and worker.
The following is a profit-sharing scheme adopted by a large firm of engineers in March, 1916, and therefore embodies the most modern conditions:
"1. Before any profits are divided with the employees, the shareholders shall receive 8 per cent. per annum.
"2. When the above 8 per cent. has been paid to the shareholders in any calendar year, all cash dividends subsequently declared in that year will be divided between the shareholders on the amount of their stock interest and the employees on the amount of the salary or wages received by them during the twelve months ending June 30 of that year, as follows: (A) Employees who have been continuously in the service of the company for at least two years prior to July 1 will receive dividends at the same rate as the shareholders. (B) Employees who have been continuously in the service of the company for more than one year and less than two years prior to July 1 will get three-quarters of that rate. (C) Employees who have served continuously for less than one year will get one-half the rate of the shareholders. (D) Dividends that have accrued will be distributed to employees once a year in December.
"3. No person will be entitled to a share of these dividends unless a bona-fide employee of the company at the time of their distribution, except that employees laid off owing to lack of work or sickness will be entitled to the dividends accruing in any year on the wages earned by them during the twelve months prior to June 30 of that year.
11"4. Employees voluntarily leaving the service of the company or dismissed or discharged will forfeit their right to any accrued dividends.
"5. Any employee who may receive a commission from the company or any share in profits other than the profits shared in this plan, except through dividends of stock, if a shareholder, shall thereby be rendered ineligible to receive dividends under this plan.
"6. All employees except those entered in the three preceding sections shall be eligible to share in the profits under this plan.
"7. The above plan for division of profit is absolutely voluntary on the part of the company, and is in no sense a contract. The right is therefore reserved by the directors to make at any time such changes in the plan as they may consider desirable for the best interests of the organisation. The fact that any employee is receiving the dividends in this profit-sharing plan shall not deprive the company of the right at any time to discharge the employee, and thereby terminate his participation under the plan, nor shall any employee acquire any right thereunder to any accounting by the company concerning its business or profits."
This is another method of inducing the worker to become more efficient. It is frequently allied to profit sharing.
The firm allows its workers to subscribe for shares, and the workers thereby have a direct interest in the success of the firm. The idea is that the harder they work the more profit there will be, and the more dividend on the shares which they hold.
Of course, no worker, especially if he has a family, can subscribe for shares out of his wages. What usually happens is that the firm sets aside a certain portion of its profit, after paying a dividend on its shares, and allows the worker to share this profit. But he gets no money, the profit being paid in shares. For instance, if a worker's share of the profit at the end of twelve months be £10, he gets £10 worth of shares. Then, when the next dividend is declared, he gets the dividend on his £10 worth of shares. If there is a 5 per cent. dividend, he gets 10s. as his interest for the year or whatever the period of time may be.
He is not allowed to subscribe for shares until he has been with the firm a certain length of time, and, in some cases, if he leaves he loses his shares. If he dies, his widow gets the dividend on the shares until she dies, when the shares go back to the firm.
In other cases the shares bear a fixed rate of interest, say 4 per cent., and also an additional dividend if there is any profit after dividends on other classes of shares reach a certain percentage.
In yet other cases a worker becomes absolute owner of his shares, and can dispose of them by will or if he leaves the firm, but such cases are rare.
Of course, where shares are purchased by deducting the price of the shares from wages they are the absolute property of the worker.
The objections to profit sharing may be applied to co-partnership, together with the additional one that the worker does not get profit, but only interest on shares; and as he can never become a large13 shareholder, the extra benefit is not very great. He is rendered quite dependent on the firm—even more so than the profit sharer—and can exert no pressure if conditions are unsatisfactory. The fact that conditions are usually satisfactory in places where co-partnership is practised does not make the principle a good one.
Certainly, sometimes the shareholding workers have the option of electing a director, and this places some responsibility on the worker, which is a good thing and gives him a real interest in the affairs of the firm; but such cases are uncommon, and even then there are so many other directors that the workers' representative has no voice in determining the policy of the firm; he only voices the workers' interests.
Co-operation hardly comes into methods of wage payment, but we will just glance at it.
It means that a number of workers unite to buy in large quantities the commodities they require, and to distribute them at the least expense. By these means they buy cheaply, and there is no non-productive middle man to make a profit.
The great success of co-operative methods has resulted in the co-operative societies manufacturing certain commodities for themselves, as well as buying and selling. Having amassed a large capital, and being certain of their market, they have every opportunity of putting their workers under excellent working conditions.
As employers, however, the co-operative societies are exactly on the level of other employees—no better and no worse. They do not even adopt bonus or profit-sharing schemes except in one instance, and the same labour disadvantages occur here as in the case of any ordinary private firm.
Co-operation is strictly limited in its field of action. The buying power of the society's members enables the society to know just what goods and what quantity of goods are necessary, and they can go ahead with certainty.
But a co-operative engineering works where all the capital is subscribed by the workers is a practical impossibility. In the first place, the number of workers in proportion to the amount of capital required in an engineering works is very small, and no group of ordinary workers could subscribe to start a factory and keep it going. In the second place, even if a factory could be started, the competition of the open market would throttle it in its birth. The keen buying and selling and manufacturing need highly educated and highly skilled men. Capable men are to be found in the ranks of the workers, but men with the necessary technical and commercial knowledge to run a large competitive engineering concern are extremely rare among them. Outside men would have to be engaged for such work and for the theoretical side of the business. This means high salaries, which the worker capitalist would object to; and it also takes the management out of the hands of15 the worker, and thereby destroys the whole basis of co-operation.
It would be quite easy for an engineering business to grow out of a co-operative society's need of machinery of various kinds, but it is quite a different thing when one enters the open market.
In the two or three cases where co-operation, apart from the large co-operative societies, is in practice, it will be found that the business has in the first place been built up privately, and the capital has afterwards been gradually transferred to the workers. There is no instance of workers getting together and clubbing their savings, and so starting a competitive business and earning their living thereby.
There are many bonus systems, and here again the advantages depend largely on the moral principles of the employer who adopts them. It does not follow that because an employer gives a bonus on work done that the conditions of work in his factory are good. Even with the best bonus system prices may be cut and conditions may become unbearable. Indeed, the adoption of a bonus system is often an excuse for driving and tyranny.
They have one advantage over profit sharing and co-partnership: they do not interfere with the independence of the worker. I refer, of course, to those systems which have no connection with profit sharing or co-partnership, but where the bonus16 consists of a weekly payment for excess production above a specified minimum.
A bonus system is based on a piece price or on individual or collective output in a certain time. It is therefore an offshoot of piece work, but it has a guaranteed minimum wage attached to it. Whatever happens, the worker gets his guaranteed minimum, and if he produces more work than is allowed for in that minimum he gets a fixed bonus at the end of the week or month. It differs from profit sharing in that it depends on quantity of work done and not on profit made.
Bonus is often given to men working under a subcontractor. The subcontractor guarantees to turn out a certain job in a certain time, and in order to induce the men to accomplish this result he offers a bonus if the job is done to time.
There is no protection whatever against cutting times or rates, and conditions generally are the same as those already mentioned.
The Reward System (this is the name given to the system for the purpose of this description) is different to all the foregoing methods.
The worker is paid the ordinary standard rate of wages for his attendance at the factory, and this attendance implies the production of a certain minimum quantity of work. If he produces more than that quantity, he is paid additional wages in proportion to the work done. If a certain standard17 quantity of work be produced, the standard being considerably in excess of the minimum, the proportionate additional wages, or reward, amounts to at least 25 per cent. of the day rate—that is, of the trade-union rate. Also, an equal opportunity of reaching the standard quantity is given to all workers, inasmuch as the work is carefully studied, standardised, and recorded, and instructions are given to the worker showing him just how to produce the standard quantity. The standard quantity is within the reach of all diligent workers.
This system is described in the following pages.
The rational study of work and the worker shows the following principles to be essential when general and continuous efficiency is the end in view:
1. The greatest efficiency is obtained when the worker is most contented.
2. There is a limit to endurance, and efficiency cannot be maintained if this limit be exceeded.
3. The working environment must be agreeable.
4. The nature of the work must be considered in determining the working hours and conditions.
5. There must be no penalties or price cutting.
6. Suggestions must be encouraged and suitable rewards given for those which are acted upon.
7. There must be an incentive to efficiency, which should take the form of an addition to wages when a certain minimum of production is exceeded.
8. Work must be carefully studied in detail so as to discover conditions which give every worker the same opportunity of reaching a high efficiency.
9. Earnings in excess of the day rate should be in proportion to efficiency.
10. The generally accepted day rate of wages19 must be absolutely guaranteed to the worker, no matter what his efficiency.
All this is not pampering the worker or making concessions to him. The hard fact remains that it is only by adopting these principles that the greatest efficiency can be obtained—viz., greater production of a better quality of work for the same or less expenditure in wages and works costs. That it also gives the worker more income, better health, less fatigue, greater contentment, are happy circumstances that make for a rational and equable understanding between employer and worker with a maximum of benefit to both sides, that entail no sacrifice of principle on either side, and enable us to look forward to a national efficiency which will be the achievement and the pride of every class of which the State is composed.
But under what circumstances can these principles be put into practice?
As they evolved out of the methodical and patient study of production and the application of common-sense ideas to labour and its ways, we have not far to seek. The recorded results have been unified into a system which has been and which may be applied to all sorts and conditions of labour; this system, so far as it directly affects the worker, is denoted herein by the short expression, the Reward System.
It is a method whereby a worker is paid according to his efficiency. There is a guaranteed minimum which is equal to his ordinary wage; after that, the greater his efficiency the more he is paid.
In order that he may have every opportunity of reaching a high efficiency without undue strain or discomfort during his work, every detail of the work, the machines, and the conditions, receives consideration.
He is not left to do the job in the best way he can think of, with any tools he may consider suitable. Before he starts any job under the Reward System, both the job and the machine on which it must be done have been studied and timed; the best tools for the purpose have been selected; the right speeds have been chosen; the correct depth and speed of cut have been decided upon, and so on. Also the comfort of the worker has received attention, and if he can do the work better sitting than standing, a chair is provided.
All this means that, as far as possible, the job is equalised for every worker who is put on it, and every job is put on a time and condition basis, which results in every worker having an equal opportunity.
It is therefore quite clear that, as conditions are the same for every worker, the amount of work done, and in consequence the amount of reward earned, depends entirely on the energy and ability of the worker himself.
The above is, of course, only a statement, and the worker will want to know just how the right times and conditions are arrived at, and what assurance he has that conditions will not be altered once they are fixed.
Here we will consider the general principles; an example with fuller detail is given in Part II.
First, all the details of the work to be done, the material of which it is to be made, the method of manufacture, are carefully considered by the design and planning departments of the factory.
The particulars of the job, together with a drawing, if necessary, are handed to the time study engineer in order that he may see the finished and unfinished sizes, the quality of material, the machine and tools to be used, etc.
The position of time study engineer is one of the most onerous and responsible in the whole field of the scientific study of work and the worker. He should be a man of considerable skill and experience; he must be thoroughly practical, and should have had a shop training in addition to his scientific studies; he should be able to divide the work up into elements suitable for the machine on which the work has to be done, and to suggest improvements in the methods of performing it; he must be able to see that the work is carried out in the most expeditious way; he should be well educated apart from his engineering training, and should have a knowledge of hygiene, physiology, and psychology, in order that he may understand the effect of work on different workers, the causes and prevention of fatigue, and what surroundings are best for the health and happiness of the worker.
Such a man should be chosen with the greatest care, as so much depends on his engineering ability, his sympathetic judgment, and his broad outlook on the question of production from the point of view of both worker and employer.
And, in consequence, his standing in the firm should be correspondingly high, if he is to fulfil his duties satisfactorily to himself and to those with whom he is associated—worker, trade-union, and employer.
When the job goes into the shops, a few of the articles are passed through each operation in order that the worker may become familiar with it. This also enables the time study engineer to see that tools and speeds are satisfactory and to cut out useless motions.
A special time study is then made of each detail or element of the work from the time it comes to the worker to the time it leaves him. Every change that occurs—for instance, when the machine is stopped or another tool is brought into position—is the end of one element and the beginning of another, and each element is timed and recorded. For this work a good average worker is chosen, and he is paid time and a quarter during the study.
The reason for this separation into elements and the careful timing of each is in order to find out exactly what time each element should take. These are averaged out when a certain number have been timed, and the average is assumed to be the correct time for each element. Then the average times of all the elements are added, and this gives the time of the operation which that particular worker is engaged upon.
In this manner the best method is found, and one that puts all workers on exactly the same basis, which is the essence of the system.
It is not claimed that the time study is perfect and that the records obtained are absolutely exact. Even with the greatest care errors will creep in and the times will be incorrect. This especially is the case with hand work. Again, the skill of the worker increases very considerably, and he himself finds quicker methods of doing the work. All that is claimed for the time study method is that the dividing up of the operation into elements, and timing them as carefully as possible and eliminating all unnecessary movements, gives the nearest approach to perfection of rate setting yet discovered; there is a bed-rock character about it that is not found in any other system.
The time thus obtained is considered to be the fastest time in which the operation can be done. Actually, it is not the fastest time for two reasons, one being that any time so obtained may be improved on when the worker becomes thoroughly used to the job, and the other being that a good average worker is chosen for the time study, and therefore a first-class man can improve on the time obtained. But it is considered to be the fastest time, and we will call it the "base time."
It is quite evident that this cannot be reached regularly by every worker, and this is taken into consideration when determining the standard time.
To obtain the standard time—namely, the time in which the work is expected to be done—an allowance is made on the base time. This allowance depends on the nature of the work, greater allowances being made for jobs that necessitate a good24 deal of handling than for jobs that are nearly all cutting, because cutting is independent of the worker.
This standard time is the basis of the Reward System, and is therefore the most important time. It is so fixed in relation to base time that every worker put on that work should be able to reach it. If he does so, he is said to have reached an efficiency of 100 per cent.
A worker who reaches continuously 100 per cent. is a high efficiency man.
This efficiency should always be reached by a worker who follows the instructions and works diligently.
Reward begins, however, considerably before this point is reached, because it may be necessary for a worker to be on a job some time before he reaches a high efficiency. Again, sometimes one worker is naturally slower than another, and although his work is good he can reach 100 per cent. efficiency only by special effort. There would be little encouragement if reward did not begin until the worker had reached the 100 per cent. point.
For these reasons, and as an incentive to every man to become as highly efficient as possible, reward begins when the worker reaches 75 per cent. efficiency.
(This particular figure of 75 per cent. is taken to illustrate the method, and because it is frequently25 used as the reward point. Any percentage may be used, and several methods are given in Part III.)
This means that a time addition of 33⅓ per cent. is made to the standard time or standard production in order to obtain a new figure, which is called "reward time" or "reward production," because it is the point where reward begins.
The following are three brief examples showing the working out of the reward earned:
| I. | II. | |
|---|---|---|
| Base time | 12 hours | 8 hours |
| Standard time (= base + 25%) | 15 hours | 10 hours |
| Reward time (= standard + 33⅓%) | 20 hours | 13·3 hours |
| Time taken | 16½ hours | 8·5 hours |
| Time saved | 3½ hours | 4·8 hours |
| Rate per hour | 9d. | 9d. |
| Reward | 3½ × 9 = 2s. 8d. | 4·8 × 9 = 3s. 7d. |
| Reward, week of 48 hours | 7s. 9d. | 20s. 2d. |
| Weekly day wage | 36s. 0d. | 36s. 0d. |
| Total earnings | 43s. 9d. | 56s. 2d. |
| Efficiency | 91% | 117·5% |
| III. | |
|---|---|
| Base quantity | 40 per hour |
| Standard quantity (= base - 10%) | 36 per hour |
| Reward quantity (= standard - 25%) | 27 per hour |
| Time worked | 6 hours |
| Quantity produced | 220 |
| Reward quantity for 6 hours | 162 |
| Excess quantity | 58 |
| Reward at 27 for 6d. | 1s. |
| Reward for week of 48 hours | 8s. |
| Weekly day wage | 24s. |
| Total earnings | 32s. |
| Efficiency | 102% |
The two first examples are on a time basis, and the third on a quantity basis. These are worked out in detail in Part II.
The first thing that strikes one when these figures are examined is that wages are considerably in26creased. In view of this increase the worker will want to know more about the conditions under which the work is done, and whether such earnings can be maintained continuously without special effort.
The reply is that such earnings not only can be, but are being, made regularly, and the workers have a greater degree of comfort in their work than they have under usual working conditions.
This is because of the time study method. Every detail of the work is carefully studied, as has been explained, and everything that will aid the worker to increase his output has been provided. The work is brought to the machine and taken away by labourers, the tools are all specially designed and exactly suited to the work. Instruction cards are given to the worker, so that he can see exactly what he has to do, how he has to do it, and the time he should do it in. If he can do the work sitting better than standing, a chair or stool is provided.
In fact, everything is done to assist the worker to reach a high efficiency, as this means greater production besides greater reward.
The Reward System is, clearly, far better than either day work or piece work. The time study shows what is the best time in which a good average worker can do the job. A trustworthy worker and one who appreciates the time study principle must be selected for the study. If this were not done, a false time might be obtained, and this would lead to doubts as to whether the times of other jobs were27 correct. This is a difficulty that hardly ever arises, because the worker knows that he is being fairly dealt with, and there is nothing to be gained by getting a false time.
Times once obtained are never altered so long as the conditions remain the same.
Some exceptionally good workmen can make large rewards every week, and it is to the firm's benefit that they should do so. Suppose the price was lowered because of this high reward. The general efficiency of all the workers would fall immediately, and the dissatisfaction with the alteration in price and with the firm's attitude would result in serious loss to all concerned.
The following is an example of what happens under an ordinary bonus scheme when times are reduced:
| Time allowed. | Time taken. | Time saved. | Reward at 10d. | Works Costs at 2s. per Hour, including Labour. | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Cost. | Reward. | Total. | |||||||||
| Hours. | Hours. | Hours. | s. | d. | s. | d. | s. | d. | s. | d. | |
| Original time | 5 | 4 | 1 | 10 | 8 | 0 | 10 | 8 | 10 | ||
| Cut to | 4 | 3½ | ½ | 5 | 7 | 0 | 5 | 7 | 5 | ||
| Cut to | 3½ | 3 | ½ | 5 | 6 | 0 | 5 | 6 | 5 | ||
| Cut to | 3 | 7 | — | — | 14 | 0 | — | 14 | 0 | ||
| Increased to | 4 | 7 | — | — | 14 | 0 | — | 14 | 0 | ||
| Increased to | 5 | 3½ | 1½ | 1 | 3 | 7 | 0 | 1 | 3 | 8 | 3 |
| Cut to | 4½ | 7 | — | — | 14 | 0 | — | 14 | 0 | ||
In this case the original piece time allowed for the work was five hours, this being an estimate based on the time taken when working under day28 work. The men were paid at the rate of 10d. per hour, and the works costs, including labour, amounted to 2s. per hour. Bonus was paid on the time saved.
The workers completed the job in four hours, a reduction of one hour on the time set, and thereby earned a bonus of 10d. The time was cut to four hours, and the work was done in three and a half hours, the workers earning a bonus of 5d. It was then cut to three and half hours, and the workers completed the job in three hours. Again the time was cut, but the patience of the workers had reached its limit, and the time taken was seven hours, with a correspondingly increased works cost.
The time was immediately increased to four hours, but with no effect. On increasing the time to the original five hours the workers completed the job in three and a half hours, and earned a very good bonus. Once again the time was cut, with the result that the workers' suspicion was aroused, and the time promptly jumped to seven hours. The workers had learned their lesson!
Neither worker nor employer can be satisfied with such a result, and mutual suspicion is the natural outcome. Yet all rates must be juggled with in this manner in the absence of a method whereby the time may be accurately determined.
It follows that, in the first place, the firm will not cut prices, and, in the second, that the first-class worker may earn the highest reward in his power, with the knowledge that he is not injuring the welfare of his fellow-workers in any way.
Now, suppose for some reason a worker takes longer than reward time to do a job, or suppose he produces less than reward quantity. It only means that he gets no reward. His day wages, 36s. or 24s. a week, or whatever it may be, are absolutely guaranteed. Whatever happens, his day wage is not interfered with. It must be kept in mind always that—Day wages are for attendance; reward, is for efficiency. The two things are distinct, and it is advisable to pay wages and reward earnings at different times. The firm must see to it that when the worker is in the works he earns his day wage, and in this respect the day wage standard is equivalent to reward production or reward time. If the worker does less than these he is not earning his wage, although he gets it, and such a case calls for the immediate attention of the firm as well as of the worker.
Let us sum up the foregoing points:
1. The time study gives all the workers the same opportunity of earning reward.
2. Reward is paid for all production above a certain minimum.
3. Reward begins at such a production that everyone should be able to earn some reward.
4. The standard production is so calculated that all workers should reach it by diligence and careful attention to the instructions.
5. No matter how large a worker's reward may be, prices cannot be cut.
6. The worker is safeguarded by the conditions of the system.
7. The day wage is guaranteed even if the production be less than the reward point.
8. As reward is proportional to profit (the higher the reward the greater the efficiency, and the greater the efficiency the greater the firm's profit), the worker is encouraged to earn high reward. This can only be done by good conditions and freedom from fatigue, and therefore the comfort of the worker is assured by the principles of the system.
Besides the reward described in the foregoing explanation, special reward is given to all high efficiency workers—that is, to those who reach 100 per cent. efficiency all through the week.
This special reward takes the form of paying the worker a bonus either in the form of a sum of money or an additional percentage on the standard time.
If the worker's efficiency reaches 100 per cent. or more for any one week, and the hours on reward are, say, forty or more, a cash reward of 1s. or 2s., or other suitable amount depending on the status, etc., of the worker, is given in addition to the reward earned by production. It is necessary to base this special reward on the number of hours worked; otherwise, if the worker happened to be only an hour or so on reward during the week, and his efficiency for that hour was 100 per cent., he would get the special reward, and this would be absurd as well as being unfair to workers who had been on reward all the week.
In the other case, when the worker reaches 100 per cent. efficiency on any one job, no matter how long it takes, his reward for that job jumps 5 per cent. or 10 per cent., or whatever special proportion be decided upon. If the reward point be 75 per cent., then at 100 per cent. efficiency the reward is 33⅓ per cent. of the job rate. To this would be added, say, 5 per cent., thus making the reward 38⅓ per cent. of the job rate.
A very important matter in connection with the Reward System is that of deciding the right kind of worker for the different classes of work.
For work requiring much skill and close application, or work which requires skilled handling, the highest class of worker is necessary and the job rates will be high. For work which is automatic or semi-automatic, boys or girls may be employed. For work such as rough drilling or heavy unskilled handling, men who have no special skill or training may be suitable. But the point where one grade of labour merges into another is not easily defined and needs very careful consideration.
The circumstances of different trades vary so greatly that it is impossible to apply any rules in such general notes as these. It must be left to the employer, the workers, and their trade-unions, to settle these grades between them, and from the trade practice there should not be much difficulty.
One thing stands out—namely, the worker who32 has a continuously high efficiency in any grade is easily distinguishable, and would be selected to pass into a higher grade with higher wages when opportunity occurred.
It may be asked how it is that a firm can afford to begin paying reward when a job is done in twenty hours, while the time study shows that the same job can be done in twelve hours?
The reply is, First, that under ordinary day work the waste of time on the job is so great that the job would certainly take longer than twenty hours; second, that by giving reward there is a decided incentive for the worker to do the work in a shorter time; third, that twelve hours is the shortest possible time with a good average worker working under the most favourable conditions, and this happens so seldom that it may be considered accidental, though it is necessary to observe these conditions when making a time study in order to find an absolute basis on which to pay reward; fourth, for every hour saved on the job the overhead charges are reduced proportionally, and this lowers the works cost.
If a job takes twenty-four hours under day work, it is clear that, if the same job be done in nineteen hours, some reward may be allowed, while if it be done in fifteen hours an extra bonus may be given.
The training in efficiency habits of work is also very valuable, and means economy all round. A33 man not used to these habits may expend twice as much energy and produce half as much work as an efficient man.
The time study is in itself an absolute safeguard against cutting times. It is quite impossible for a job to be done in less than a certain time by an average worker after all the elements have been studied and tested. So long as the elements do not change, the times must hold good, and a new study will confirm this if any doubt arises.
So that if the workers are all taking high rewards it is clear proof that they are of high efficiency.
Suppose a firm cuts the time with the object of getting more profit. One result is shown on p. 27. Another result is that the good workers will leave, because efficient men can always get good jobs elsewhere.
As a matter of fact, however, rates are practically never cut. It does not pay to cut rates, because if efficient men leave, and only inefficient men are left, the firm loses heavily, and their own time studies together with the general efficiency of the workers show how valuable their men are.
This is why the time study is a decided safeguard against cutting rates.
One method of rate revision sometimes occurs. When a job is found to be rated too highly from some cause or other, and the worker is taking excessive reward on that job, a change is made in the conditions of the work and the job is restudied.34 Two reasons are given for this procedure: first, that it is unfair to the other men for one man to be taking exceptionally heavy reward, and, second, under the new conditions the job is still on exactly the same basis as all other jobs in the factory, and standard efficiency with its proportionate reward can be made just as easily as in other cases.
There is another safeguard. The relation between standard and reward times is so arranged that when a worker reaches standard he gets at least 25 per cent. of the job rate. This is an accepted principle, and must be conceded always. It is an irreducible minimum in connection with the Reward System.
It may be said that, however much the principle is accepted, it does not follow that the employer will stick to it.
But he must! If he does not do so, what is the alternative? Either he gives less than 25 per cent. reward or he gives none until the standard time is reached. In the first case, if he gives less than 25 per cent., reward is not worth working for, and the worker will not trouble about it, thereby rendering the whole system useless. If the worker gets no reward until standard time is reached, the effort required by the men is so great in order to get reward that it is not worth it, and the men do not try for it.
So that this principle must be accepted by the employer whether he likes it or not, if the system is to be a success.
It is not to the interest of the employer to treat the worker badly. Firms with brains and foresight35 enough to adopt time study methods are not going to spoil the whole business by getting the workers up against them. It is more to the firm's interest than to the worker's to get a continuously high efficiency; that is why time study and reward methods were introduced by the employers, and not by the workers.
It must be clearly understood that the Reward System does not pretend to be by any means a solution of all the difficulties between employer and worker.
Without mutual good-will no system will work satisfactorily. What is claimed for the Reward System is that it provides a basis upon which a good understanding and a mutual interest in increased production can be built up and maintained.
The time study shows beyond argument the very quickest time in which a job can be done by an average man with the means at his disposal. If this is followed up by a rational organisation, the Reward System will be entirely successful. But if an employer endeavours to foist the time study and Reward System on an existing rule-of-thumb organisation, it will undoubtedly fail, and will cause deep suspicion in the mind of the worker as well as being wholly unsatisfactory to the employer. It will be looked upon as an endeavour to get more out of the worker without an adequate return, and this, as a matter of fact, is just what it will be.
One thing is certain: No employer will adopt the Reward System unless he sees clearly that it is to his direct financial benefit, and there is no reason why he should. He, on his part, would be foolish to take on an increased responsibility without adequate return.
It follows, therefore, that the system is part of the rational organisation of production, and it cannot be properly carried on without such organisation.
Even when such a system is adopted, there are ample opportunities for letting things slide and for unfair conditions to creep in. This is why the worker should understand the system, because then only will he be able to assert his position and see that conditions are fair.
The following are some of the things to watch out for:
Time study must not be used for speeding up day workers. There is a tendency to do this when it is found that a job can be done in half the time, but it must be remembered that conditions are quite different and the incentive is lacking. The remedy is to put all workers on reward as far as possible, and to adopt a profit-sharing or other scheme to stimulate day workers.
Overstrain and fatigue must be carefully guarded against. This means, as a rule, guarding the worker against himself. He wishes to earn as much reward as he can, but if he feels tired out at the end of the day he is doing too much, and he will wonder why his efficiency drops. One part of the system is to37 consider fatigue, and to make an allowance on the base time to cover necessary rests during the day.
Cutting the rates need hardly be mentioned, because it is very bad policy on the part of the employer, and always means loss of efficiency and hence loss of profit.
The question of keeping machinery in order and bringing up supplies is one that the worker must watch. It is no use trying to reach a standard time when one gets let down by lack of attention on the part of other people. It is true that a day time allowance may be given, but this is not altogether satisfactory. It means that reward cannot be earned for the day time period, and, besides that, there is a possibility of not receiving the allowance. It is possible, also, that the superintendent may refuse allowances, and so dissatisfaction results. Day time allowances and allowances for exceptional conditions (such as bad metal), which increase the machine time, are open to abuse. If a worker reach 99·5 per cent. efficiency or thereabouts, it is quite possible that an unfair allowance of an hour, or even half an hour, on the job will put him over the 100 per cent. efficiency mark, and his reward rate would be considerably increased. With regard to bringing up supplies and attending to slight machine breakdowns—broken belts, for instance—the labourer or other person responsible should be put on reward, his reward being in proportion to the average reward of the workers he serves.
The worker must see that proper allowances are made for bad work which he is not responsible for.38 For instance, if he is on small parts on an automatic machine, and the inspector throws out several pieces as spoiled, it may be the fault of a bad adjustment which the worker cannot help. It is the worker's duty to stop his machine and draw attention to the fault; but if it can only be found on close inspection in the inspection room, and if it consists of, say, a capstan becoming loose, it may be impossible for the worker to detect the fault while the work is in process, and it is no fault of his.
The proper counting of the quantity of work done is a point that must be insisted on. On large work it is simple enough, but on small parts that are counted by weighing it is easy to make serious mistakes.
Proper check must be kept on the gears used for a particular job. On automatic machinery a change of gear is frequently necessary, and if the change is not properly recorded it may mean that cycle time—the time of all the elements done by the machine on that part—is quite wrong, and an efficiency much too high or too low is the result.
Reward is reckoned either on each job taken by itself or on the net result of the week's work. The former is better for the worker, but it is not always fair to the employer, because there is a tendency for the worker to take it easy on difficult jobs where there is little chance of earning reward. With an exact time study and close attention to instructions, such cases, theoretically, should never occur; but they do, because it is impossible to get every job on exactly the same basis, and the worker after a39 little experience knows what jobs are easy and what are difficult. In some shops the experiment of deducting inefficiency from efficiency has been tried. That is, suppose a worker was 10 per cent. below reward efficiency one week, then that 10 per cent. has been deducted from his efficiency the following week before reward has been allowed. Result: Disaster! The fairest way is to take the balance of efficiency on the week's work, and if a particular job is a bad one from the worker's point of view, he can always draw attention to it.
Another important matter is that of determining the class of work which is to go to the worker. Automatic work will go to comparatively unskilled workers, but the dividing line between classes of work is sometimes a very fine one. Skilled handwork must be given to the skilled worker, of course; but it is impossible to lay down any rules in this connection, and the worker must keep his eyes open, and either draw attention to doubtful cases or consult his trade-union.
The greatest difficulty is in fixing the allowance on the base time in order to obtain standard time. It is easy to fix it so that the worker cannot reach standard time, and that means a loss of efficiency and of reward. This is essentially a point for trade-union interference, and it is here that the supreme value of the time study is best appreciated.
Most of the foregoing items are in connection with the practical working of the system, and it is to the interests of both employer and worker that40 all such interferences with production should be prevented.
Each trade will have its special loopholes where miscalculations can creep in, and the worker must watch for these and have them corrected immediately they are discovered.
It is sometimes stated that under time study methods a man cannot attain the same skill as a day work man, and that he loses what skill he had if he becomes a "team" worker.
Let us consider this contention.
Suppose a man leaves a "reward" shop and goes to work in a day work shop; is he any less efficient under day work because of his training under the Reward System?
Now, in the first place, he has been trained and used to care and diligence, to working to definite instructions. Is that any disadvantage to him? It is clear that such an experience is a distinct advantage. But has he the same knowledge and adaptability and initiative as the older-fashioned worker? Can he tackle a difficult job with the same chance of success?
Well, what difficulties has he to face? It does not follow that because he has been working to instructions he remains in ignorance of the essential factors of his trade. On the contrary, instructions scientifically worked out give him far more knowledge than if he is compelled to work them out for41 himself. The men who work out these instructions are highly paid men who have all the advantages of a shop training and a scientific engineering education combined, and this is an expensive and arduous business. If a man prove a failure, one may be sure he will not be allowed to continue planning out such instructions as we are discussing.
Therefore one must assume that the men who make out the instructions have studied every element of the case. The brains of these men are in the methods and instructions used by the workman, and if the latter is worth his salt he will soon know far more than the old rule-of-thumb man.
If the worker is a man of ordinary common sense, he cannot help but take notice of the ways in which jobs are done; of the best and most satisfactory tools, both shape and material; of proper speeds and proper depths of cut for roughing and finishing; and many other details that are constantly before him.
"But this system converts the workman into a mere machine, and already his work is too dull and mechanical!" That has been said, but not by anyone who understands the system or who has had direct experience of it.
That work under present conditions is often dull and mechanical is only too true. One of the reasons why this Reward System is so attractive to the worker is because it removes these conditions. When a man knows he is being paid for efficiency, the work immediately ceases to be dull; as soon as a man is interested in producing as much work as he can, that work immediately ceases to be mechanical.42 Some jobs will always be mechanical and dull, and the only thing to do in such cases is to change the worker at frequent periods.
The conditions under which the Reward System is run must be agreeable, because it means a loss of efficiency if they are not; and when a man is working under agreeable conditions, when he knows he gets a reward for his efficiency, when he knows that rates cannot be cut, when he knows he is doing no injury to his fellow-workers by earning big rewards, he is happier at his work, he takes greater interest in it, he comes to it with a certain degree of pleasure, and he leaves it with far less fatigue and with greater contentment than under any other system.
One can say with certainty that a man who is a good workman under any other system will be a better workman under the Reward System. A bad workman will be bad under any system, but such a one can "find himself" much more certainly under the Reward System than under any other. In many cases, too, a very moderate workman will find some one particular job where he can do good work and earn good money. He will want to stay on that job, of course, and if he keeps up his efficiency the employer will agree that he shall stay on it.
There is one remarkable thing that no other method of wage payment shares—namely, it is to the direct and immediate benefit of both worker and employer that the greatest efficiency be obtained.
Let us try to see straight on this point.
First as to the relations between them. The employer wants to get as much profit as he can, and, as wages are usually a large and a plastic item in his expenditure, he always tries to cut down that item either by lowering wages or by getting more work produced for the same wages. "Low labour cost" is the continual cry of the employer.
Next, the average worker wants as much wages as he can get for as little work as possible. He thinks that the less work he does the more there is for somebody else, and it suits his nature to go easy. "High wages and short hours" is the cry of the worker.
Is there anything to choose between them? Only the fact that, as the employer's profits are so high and the worker's wages are so low, there ought to be a better distribution of the wealth produced. Morally there is nothing to choose between them, because each is trying to rob the other. They cannot help it. Neither is to blame altogether; it is the fault of the present industrial conditions.44 Under these conditions the employer cannot give to the worker a fair share of the wealth produced.
To have a factory it is necessary to have capital. That capital has been obtained from the surplus wealth produced by the worker. The worker cannot work without the capital necessary to provide the tools to work with and the material on which to work. Interest must be paid on capital in order that the employer may live, and in order to accumulate more capital, because there are more workers coming into being every year, and they will want work and there must be capital to provide the means necessary for that work.
And so the vicious circle goes on. It is not the fault of the employer; it is not the fault of the worker. It is, I repeat, the fault of the system.
Take any worker from his work and place him in charge of a factory with a large capital, and ask him to run the business in competition with other businesses; he would soon find how keen a man must be in order to keep the business going successfully. Suppose the profits fell off, what would our worker-employer do? Cut down wages, of course!
There is no getting away from it, and we must look the conditions squarely in the face and blame neither employer nor worker overmuch.
Now, here is where the Reward System scores. The employer gets "low labour costs"; the worker gets "high wages and shorter hours," with good conditions and greater comfort added.
I am quite convinced that there will be less antagonism between them under the Reward System45 than under any other. It keeps both up to the mark, and it means a mutual dependence on each other and a mutual interest in high and efficient production. An employer who pays wages under the Reward System soon finds that he has adjusted his whole establishment and sales policy on this basis. If he goes back to day work or piece work, the labour costs go up instantly. So he must stick to the system: it pays him to stick to it. Yet he dare not make things too harsh for the worker; if he tries to do so, down comes efficiency. And the essential items that make for efficiency are reasonable hours, pleasant conditions of labour, and a reward in proportion to that efficiency.
The trade-unions must be properly organised to meet the new conditions.
The trained engineers of the unions should be thoroughly up to date in their knowledge of all the branches of the trade. In connection with engineering workshops, they should be acquainted with the latest practice in all kinds of machines and tools, tool steels, methods of cutting, and everything else bearing on the working of metals.
Such a trained engineer is worth a good deal to the union, and he should be paid highly. The saving to the union cannot be adequately calculated. In many cases an exhaustive inquiry into conditions of work would often prevent an expensive strike or would smooth out difficulties that46 tended towards a strike. Such a man should be paid anything from £500 to £1,000 a year. This sounds a lot, but it is absolutely essential for the unions to be in a position to let the employer see that they know as much about the business as he does—perhaps a bit more—and they cannot get the sort of man they need for less.
The trade-union must also see that time studies are properly made. This will be no part of the union's duty until disputes arise. If there is a general complaint from any shop that time studies are unsatisfactory, the trade-union engineer should be sent to the factory to study one or two representative jobs.
He will do this side by side with the employer's engineer, and he must allow the firm to choose the worker (who would, of course, be a union man), so that there can be no complaint of unfairness and no accusation can be made that the union desires to impose conditions on the employer.
A comparison between the times thus obtained and the firm's standard times will show at once whether the complaint is well founded.
The allowances on the fastest time in order to obtain standard time is a matter more open to arrangement. It is, in fact, one of the most vital matters in connection with the time study system, and one where the most unfairness will take place. But an approximate check may be obtained because the handling times of each element of the job can be totalled and the cutting times totalled, and according to the circumstances of the case the allowances can be arranged.
The relation between reward and standard times is a simple matter. It is only necessary to see that reward when standard efficiency is reached is at least 25 per cent. of the day wage. That is to say, if wages are 20s., the reward when the work reaches standard efficiency should be 5s.; if wages are 30s., reward should be 7s. 6d.; if wages are 40s., it should be 10s.
This Reward System, when based on time study, is a part of what is called "scientific management," and cannot be carried on without proper departments for standardising products and methods of production, planning and routing the work, attending to tool repair and replacement, examining and maintaining machine tools and driving gear, keeping stores and stocks, inspecting the product, costing production accurately, preventing waste, keeping the sales and publicity department up to a high standard, and watching every phase of the work so as to keep everything up to a high pitch of efficiency. All this does not directly concern the worker. His chief interest lies in whether his conditions of work are improved, whether he suffers less fatigue, whether he gets more wages, whether he does his fellow-worker no injury in earning high rewards If he is satisfied on these points, then all the rest does not concern him.
Now, scientific management is not some fanciful48 suggestion that the worker may accept if it pleases him, and refuse if it doesn't. It is here already, and the war will cause an enormous increase in the number of firms adopting it. And where scientific management is introduced, efficiency in production follows—that is what it is for. The point is, is the worker going to accept it and its consequences, understanding it, seizing its good points, rejoicing in increased efficiency, increased wages, and increased opportunities of a satisfactory life which these things provide, or is he going to resent it and try to fight it as his fathers fought against the introduction of machinery?
If he chooses the latter course, it means bitter antagonism, suspicion, Labour troubles, instability of employment, low wages, loss of earnings, and the whole of the intellectual forces of the country will be against him, because the conditions after the war will demand industrial peace if we are to maintain the commercial position we had before the war. And in the end it will only mean a sullen acceptance of defeat.
Would it not be better for the worker to get a clear understanding of the system, welcome it for its advantages, and reserve all his strength and power to adjust and preserve the bases upon which the payment of labour depends in the various trades of the country?
It is quite true that the worker will work harder and will produce considerably more; it is equally true that prices will be reduced in consequence, and therefore more men will be required to make49 more articles for the increased demand that is bound to follow the reduction in price. In the long run, the system will mean employing more men than would be employed under present methods, and they will be men of high efficiency, and on the average of a better class, such men as will greatly increase our national assets, and such as will maintain our reputation in the markets of the world for the excellence and durability of our manufactures.
In the clash of interests that will prevail for a time when the war is over, the worker will have to decide whether to be the controller of his own destinies or whether to become servile. Much depends on the attitude of the skilled worker towards the capitalist. The burden of debt left by the war must be shouldered, and both interest and repayment of loans must come from somewhere. Unless the worker is to be ground to the dust, he must assert himself; but he will be utterly ignored if a selfish and stubborn attitude be adopted, and he will be driven by stress of the nation's adversity to accept what is offered to him by the more far-seeing and powerful members of the State. This means losing all the freedom that he fought for in the great war, and it will put back the worker's progress for an indefinite number of years.
Let him follow up the great sacrifices he has made during the war by an intelligent understanding of the altered conditions, and the worker will take an honoured place in the affairs of the State and share its responsibilities and its benefits. If he is to take that place—and no man has a better right to it—50if he is to have a voice in the councils of the nation that will compel attention and respect, will it come by antagonism to progress and indifference to the general welfare, or by organisation and efficiency?
The reply is obvious.
The organisation is the duty of the trade-unions, and the Reward System is a method of providing the efficiency. These will compel the worker to take a greater interest in his surroundings and in the way he is governed. He will resent inefficiency in civic and national matters when he realises how he suffers from its consequences and what perils it brings upon him.
And it must always be remembered that the worker will owe nothing to the employer in attaining this position; there will be no paternalism or "giving shares for nothing" about it. It will be clean, honest hard work and endeavour, and the employer will not only be giving nothing away, but will actually profit by it.
And while each benefits by the efficiency of the other, the State will benefit by both.
How will this time study and Reward System affect the position of the worker?
This is a very serious problem.
It is evident that a transmutation of labour is taking place and will proceed more rapidly after the war.
Workers on the whole are becoming less skilled51 as craftsmen, and machine attendants are taking the place of hand-skilled men.
it is quite impossible to stop this change. But what cannot be avoided may possibly be controlled, and the trade-unions should endeavour to direct these economic changes rather than to obstruct what is inevitable.
Handicrafts can never wholly cease to exist, but the skilled fitter, and more especially the skilled turner, finds machinery and methods of using machinery encroaching more and more on his particular domain.
An unskilled man is given three or four weeks' tuition, and then, if he shows sufficient intelligence, he is put on a machine with an instruction card. The setter-up sets up the machine and gives advice and surveillance, and the man is henceforth a tradesman, getting full wages for that class of work.
The systemisation of production thus means a great increase in the average skill of the workers as a whole. There are about 4,000,000 skilled workers who are members of trade-unions at the present time, and this number will be greatly increased if the machine attendants of the near future are absorbed by the unions. If the trade-unions are to control the organisation of Labour, this new class of semi-skilled workers must be absorbed either in one of the older unions, such as the A.S.E., or else a new union must be formed for its accommodation. The former would be by far the better arrangement.
At any rate, it will be fatal to allow this growing52 class to be at the mercy of the employers. Such a state of affairs will mean not only the exploitation of the new class, but the destruction of the old, because the more intelligent men of the new class will be selected and trained to take the place of trade-union men. This is a natural process, and is not aimed at the destruction of the unions.
The general result will be to transfer craftsmanship from the craftsman to the standards book. Then the instruction card will be made out from the standards book and handed to the machine attendant, who will work to it, and will earn something in excess of his weekly wages according to his diligence and care in working to the instructions.
A new profession will result—indeed, has already resulted—one that will employ many intelligent people: I refer to the profession of the rational industry organiser.
It will mean, further, a great increase in the clerical staffs of firms who adopt these systems.
Yet, again, it means a new trade, the trade of inspector, a trade especially suitable for women on account of the lightness of the work and the delicate handling of the gauges.
And, above all else, it means a great increase of production per man, with a consequent lowering of prices. Now, a lowering of prices always means a greater demand, which in its turn means more workers. Speaking generally, any article made in very large quantities is sold to a great number of people, which means that it is sold largely to the53 working class. Therefore the reduction in price of an article tends to be to the advantage of the workers—it would be more correct to say the better-paid workers.
But now we come to the vital point in connection with all industry and industrial systems—namely, the ultimate advantage or disadvantage to the workers as a class.
The employer will, of course, endeavour to reduce wages, because the semi-skilled labourer need not be paid so highly as the fully skilled craftsman.
It is impossible to say what the trade-unions will do—whether they will accept the situation and adopt sliding scales of wages for different classes of labour, or whether they will insist on the same wages being paid to all union members.
Of course, semi-skilled labour would be engaged almost always on repetition work—work, that is, which lends itself excellently to the Reward System. This system means, as I have shown, an addition to the day rate of wages, and therefore the unions might arrange for a lower wage to be paid to semi-skilled workers, and rely on individual efficiency to bring wages approximately up to the union rate.
In such a case it would be necessary for the unions to see that at "standard efficiency" the wages received were at least equal to the day rate for skilled men, and that the tasks were set in such a manner that this efficiency could be reached without excessive strain.
Skilled men would get the ordinary union rate, and if put on reward their individual efficiency54 would bring the earnings to considerably more than the highest earnings of semi-skilled workers.
This arrangement should be a satisfactory compromise between the employer and the worker, but it can only be brought about by the Reward System, or some similar method, and under trade-union control.
Unless such a compromise is attempted, industry will soon be in a state of economic warfare, and the division of the workers into skilled and semi-skilled camps will be disastrous. If the trade-unions lose control over labour-not only skilled, but semi-skilled labour also—the natural tendency will be for the employers to coerce and intimidate the workers into accepting lower and still lower wages. Our tremendous war indebtedness will provide the excuse, and a "free labour market" will contribute to the success of this reduction.
There is a certain level of necessity to which wages always tend. If wages are high, they tend to be reduced; if they are low, they tend to increase. The tendency to reduction is due to the endeavour of the employer to lower costs, and the acceptance, under pressure, of a lower wage by the worker so long as the wage does not fall below the limit of absolute necessity. The tendency to increase is due to the discontent of the worker when wages are below the necessity level, this leading to strikes, slacking, and inefficiency, which compel the employer to raise wages in order to avoid excessive loss. I am speaking here of skilled labour, where there is always more or less of a demand for workers. In55 the case of unskilled labour, where the supply is always considerably in excess of the demand, wages are always below the necessity level.
There is a constant "regression towards mediocrity," to use Galton's phrase—in other words, a constant tendency towards the average. It is because this average at present is an average of necessity instead of an average of reasonable comfort that Labour troubles recur so frequently; the slightest variation in the price of necessary articles immediately affects the purchasing power of wages.
It is evident to all unbiased persons that no one can be efficient without a certain minimum income based on comfort; a minimum based on necessity means inefficiency, because no worker can be really efficient when haunted by the constant fear of debt and misery and starvation. And it is also evident that this minimum of comfort cannot be based on the money a man receives as wages, but on what he needs. What constitutes need is open to argument, but there are certain items of necessity which are beyond dispute.
No matter where a person lives, he needs a good roof over his head, food to eat, clothes to wear, fuel, household necessities, and a surplus for emergencies. The cost of living differs in various parts of the United Kingdom, and therefore there should be a scale of wages for each district, based on the purchasing power of wages in that district. This is recognised by the trade-unions, and in consequence union wages are higher in London than in provincial towns.
In each district the amount of wages should be based on the price of perishable articles—food, fuel, household necessities—in that district.1 It is an easy matter to record the prices of these necessities: and if an annual revision of wages be made, the employer cannot complain about excessive increases, because between one year and another prices do not vary sufficiently to cause any great difference, and all manufacturers would be affected the same way.
Fixed items, such as rent, should be revised every five years or so.
Such an arrangement would mean basing wages on what may be termed "reasonable comfort" instead of on necessity. This alteration of the basis of wage calculation, together with the payment of a reward for efficiency, would have a remarkable effect in lessening the difficulties between Capital and Labour, and would make for a permanent and progressive industrial peace.
Whenever scientific management is criticised, there seems to be a tendency to avoid a comparison between the conditions of work under scientific management and other existing conditions. The comparison generally drawn is between scientific 57 management and some non-existent, more or less ideal, condition imagined by the critic.
But we have to deal with immediate practical problems; with prevailing conditions; with a non-producing investing society which is constantly seeking profits; with masters who are in open or veiled antagonism to the workers; with workers who have no chance of obtaining a real education, and whose minds are so confused by the contradictory statements made in the Press—their only means of becoming acquainted with the broader aspects of citizenship—that they can rarely exercise a balanced judgment on any subject. Any scheme of work and wages must take into account these things as well as the present-day desires and ambitions of the average worker, if it is to be of any real use or if it is to assist the worker, consciously or unconsciously, towards the attainment of what are considered better things.
The worker cares more for money than for anything else. In this he is singularly like most other people. The æsthetic nature of his surroundings when at work make little appeal to him, and no appeal at all if two or three shillings a week are in the balance against it. He does not know how his health improves and his efficiency increases when he is in pleasant surroundings, and he will have no hesitation in leaving a pleasant factory for a dismal one if he receives a slight increase in wages by doing so.
Certain employers—Rowntree, Cadbury, Lever, for instance—after becoming wealthy, try to im58prove the condition of their workers. Increased efficiency is not their aim so much as making the lives of their workers pleasant and happy. But it is impossible for all firms to be wealthy, and there are few even among the wealthy who care how their workers live; hence the multitude of repellent workshops up and down the land.
Scientific management, however, starts in at the beginning with pleasant conditions because it pays to have them. It is frankly utilitarian, and if slavery in a dark house resulted in greater efficiency, then that method would be adopted. But since it does mean healthier and happier conditions, and more wages and greater opportunities for a fuller life, why cling to worse conditions while dreaming of some vague future state which is utterly outside present practical possibilities?
That Capital is necessary is evident to everyone. Whether the capitalist is necessary is open to argument, but we must accept him for the present whether we like it or not. And, accepting him, we must acknowledge that he has certain rights and privileges—rights and privileges which so many of us are seeking for ourselves; for instance, the right to control his capital, to increase it by any legitimate means, to dispose of it in any way he chooses.
One of the ways of increasing capital is by lowering the cost of production and thereby gaining a wider market. Better organisation and the introduction of automatic machinery enable the capitalist to do this. He risks his capital in the hope of greater returns, and no one can deny him the59 right to better his organisation, to use his brains and energy and wealth to attain this end.
One of the most striking and successful methods of organisation is this of scientific management, of which the Reward System is a part. To oppose the system, to oppose the introduction of machinery, is not to make things better. If one could say we will not have efficient management, we will not have automatic machinery, the case would be different; but this system and this machinery were being introduced before the war, and the installation of automatic machinery has been increased enormously since the war began. This class of machinery has come to stay, and, now that the urgency of war work has forced engineers to realise their possibilities, they are looking forward to the application of automatic machines to thousands of jobs that were previously done on general machines.
Now, automatic machinery is the same under any system of management or wage payment. The same amount of manual skill is required, and the same amount of mental application. But whereas day work means constant close supervision by the foreman, and piece work means mutual dishonesty, the Reward System means a keen interest in both the quality and quantity of the work produced.
Under what system can work on automatic machines be made pleasant? The usual reply of the idealist is to draw a comparison between handicrafts and automatic machinery, dwelling on the skill and interest and beauty of the one and the deadening monotony of the other. But when a60 man is compelled to take up a handicraft for the sake of a living—and this always was the case—there is not so much difference between being compelled to work on an automatic machine and being compelled, for example, to throw a shuttle through the frame of a hand loom, which is but a man-driven machine, after all. And, to be fair, the comparison should be completed, and the comparative luxury enjoyed by present workers set against the bare, cheerless existence of the artisan of the Middle Ages.
It is assumed that the craftsman of those days had a tremendous pride in his work, but it is to be doubted whether he was really so proud all the time of the work whereby he earned a miserable pittance. How many of those workers would gladly have given up their beloved crafts and tended automatic machinery if they could have obtained the conditions of the present day by doing so!
The conditions obtaining in the Ford motor factories at present show what influences and governs the actions of the worker. Mr. Henry Ford put into practice a bonus scheme which included all workers who had certain qualifications. For some time after this became known the Ford Company received over one thousand letters a day from workers desiring employment. The conditions of the work did not weigh with them at all, but, Mr. Ford being what he is, the conditions were, of course, excellent. This gave the Ford Company the pick of the workers of the United States. As far as can be ascertained, there is great satisfaction among the Ford workers, and it is considered a61 privilege to get a situation with the Ford Company. Now, an essential feature of the work in this firm is team work. The work is split up into small elements arranged so that, as the work is passed from one worker to another, the least time is taken on each element. Repetition work is the order of the day, and even the man whose work for over three years was to give two turns to No. 16 nut did not leave because the work was too monotonous.
The fact remains that, as a rule, workers do not object to monotony so long as they are well paid for the work, and there does not appear to be any increase of idiocy in the Ford shops owing to the dulness and once-and-for-ever nature of the work.
To produce work by handicraft means a life of unremitting toil for the craftsman, and even then the cost of the finished article is so great, if the worker is to get but a very moderate return, that only the wealthy could buy it. This postulates a wealthy class which is diametrically opposed to the principles of the idealist.
The craftsman would have neither leisure nor opportunity for the study and appreciation of finer things, and in the end it means poverty, and poverty means ignorance and misery.2
We must accept the fact that wealth is the product of machinery or of some worse form of slavery, and, for my part, I prefer it to be produced by machinery.
Besides all this, machinery is here, and to do without it is absolutely impossible—as impossible as it is for a highly developed organism to revert to its primitive state.
Where shall we draw the line and say, We will have no more machinery than we have at present? We cannot do so; it is manifestly impossible. Where, then, shall we draw the line and say, This work must be done by hand and not by machine; this work must be done on a general machine and not on an automatic; this work must be done by a single man and not by a team of men; this work must be done under this or that old-fashioned system and not under a well-organised system? These lines can never be drawn. Progress, by its very nature, will crush whatever opposes it, even though it has no intention of doing so. And it is not desirable to oppose progress if we desire to live and develop. As automatic machinery is the extreme end of one line of progress, so it is undesirable to sweep it away, even if it were possible.
Now, automatic machinery means cheap production, 63 and this means more wealth. More wealth ought to mean more leisure for everybody. In order to make the best use of leisure, better education, real education, is needed—education in reasoning, in science, in civics, in art, in economics, in freedom.
The trade-unions are not educational; it is no part of their programme. The workers depend on their opponents for their education. Instead of curtailing wealth, the trade-unions should endeavour to control the production and distribution of it, to divert it so that it will benefit the workers, in order that both leisure and education may be theirs.
Under any conceivable system, the man who has the energy and initiative of the man who at present becomes a capitalist would always be a more important and better paid or better rewarded man than the worker. But he would be a leader and not a driver, and whatever he possessed would be looked upon by those who worked under him as a natural and righteous return for his ability. I merely mention this because trade-union control is no menace to the progress and success of the man of ability.
Finally, let me say that, if we must have cheap production, if we must have better organisation and make more and more use of machinery, if we must increase each man's output in order to meet the financial necessities of the immediate future, what method shall we adopt? Is it to be day work or piece work? Is it to be co-partnership or profit64 sharing that tend to rob a man of his liberty and turn him into a miniature capitalist? Or is it by such a method as this Reward System, whereby a man retains his full liberty, where his work is made more interesting, where he does no harm to his fellow-workers by earning high wages, where his trade-union is his stand-by?
These are the ways, the practical available ways, that confront the worker. It is easy to imagine pleasanter ways, but the devil drives and we have to decide now. The trade-unions would be wise to give close attention to the Reward System and that greater organisation of which it is a part. With trade-union support it will become one of the most satisfactory solutions of the differences between worker and employer; without trade-union support no system will be satisfactory.
It is not efficiency for efficiency's sake that is the issue. Efficiency is only a means to an end, to the end that the worker eventually may be in a position to exercise some control over the making and distribution of wealth. Present conditions drive him farther and farther from that end, and only education, better conditions of living, a certain amount of leisure, and a desire to undertake responsibility, will enable him to achieve it. Following on that will come the realisation of what efficiency would mean applied to the general production and distribution of commodities, to education, to the affairs of State, and with that comes the desire to control, and after that, again—well, perhaps Idealist will begin to see daylight!
These notes are not concerned with the essential rightness or otherwise of this or any other system of wage payment, or of the wages system itself, or of the Capitalist System. These are matters altogether outside the subject. These notes are only written because the writer considers the Reward System, when properly carried out, to be the best of several existing methods of payment for work done; and as this particular method will be adopted more and more, and as it undoubtedly leads to greater production and is to the direct and immediate advantage of the worker, those concerned with the welfare of the worker ought to consider the system in all its bearings, and not hurriedly condemn it because it is new, because it is American, and because it increases the productivity of the worker. If there is any practical scheme that can be immediately adopted and will appeal as strongly to both worker and employer, by all means let us have it and abolish existing methods of wage payment altogether.
The following is a description of one particular method of the time study and reward payment following out the principles described in Part I. This particular case is one which has been introduced into two engineering factories in England.
It must be understood that the methods described are not necessarily those which apply in all factories. Only the basic principles have been described in Part I., and only one particular method of application is described in Part II. Almost every shop will have its special details, its individuality, and different trades will differ widely in the carrying out of the principles. Manufacturing machinery, laying bricks, sewing shirts, shaving, etc., cannot all be brought under one exact scheme. But all must have time study and reward payment in proportion to efficiency as a foundation on which to build a superstructure of sound economical business management with satisfactory labour conditions.
There will be an occasional repetition of points dwelt upon in Part I., but this is in order that the detailed description will be complete in itself.
When an order is received for a certain quantity of any article, the first thing to do is to make a drawing of the article, and, following on that, all the operations to be done on it are studied in the drawing office.
The kind of metal is decided on; which operation must be done first and which next; which machine each operation must be done on; how many operations can be done on one machine and with one setting up of the article; which tools to use; how fast the machines must run; what speed and depth of cut is best; what cutting compound to use, etc.
Then a time study is made of the job as it goes through the various operations on each machine.
It depends on the nature of the work how this study is made. On automatic machines the output depends largely on the speeds of the machines and the moving of the turret, and these can be calculated from the countershaft speeds, the gears, and the cams. On other work, however, where each job has to be set up and taken down, and where tools have to be brought into position by hand, it is necessary to watch all the processes and movements carefully, so as to discover the best and quickest way of doing it.
On hand work it is the same, but there is more69 scope for motion study—that is, moving the job and working on it with the least number of movements.
A good average worker is chosen, and is paid time and a quarter during the study.
After the job has been done a few times in order that the worker may become familiar with it, to see that the tools and speeds are satisfactory, and to cut out useless motions, the time study is made, every detail being observed carefully.
The reason for separating the job into its details or elements is in order to see that each detail receives careful attention, for only in this way can the best method of doing the job be found. The essence of the system is that the best methods shall be found for all the details, and the record thus obtained puts all the workers on the same basis.
It must be particularly noted that the time study is not for the purpose of driving the worker. The study of the job is really a process study, and method after method is tried until the best way of doing the work has been determined. Then, and then only, the time is taken—not for purpose of driving to get a shorter time, but to record the actual time in which the work has been done under certain special conditions. The process study, together with the time recording, form what is called the "time study," which is a permanent record of all the circumstances under which the job has been done, including the time taken, so that when the job has to be repeated all the conditions are known accurately and immediately. This should be borne in mind both by the worker and the employer.
A time study sheet is filled in with the general information connected with the job, and also a dimensioned sketch of the article in the finished condition. (If necessary, a sketch or the dimensions of the article before machining are also given.)
Methods of tool setting are given, and also description and details of fixing any jigs, carriers, clamps, etc.
Each element of the operation, from picking it up and putting it on the machine bed to taking it off when finished, is put in a column in sequence on the left side of the sheet. Even an element which requires only a few seconds to perform is entered separately.
There are several columns for entering the times of the elements, one column for each complete operation.
The time study engineer stands where he may see every motion of the machine and every movement of the hand. The stop-watch is mounted on the same board as the time study sheet, so that they can be held in one hand while the times are jotted down with the other.
The watch is set to 0, and the figure is entered against the first element. When the operation begins, the watch is started, and at the end of the first element the time is noted and set down. The watch is not stopped, and therefore each element time consists of the watch reading of the last element subtracted from the reading of the element under consideration. For instance:
| Element. | 1st Timing. | 2nd Timing. | 3rd Timing. | Average Time (Mins.) |
||||
|---|---|---|---|---|---|---|---|---|
| No. | Name. | Reading (Mins.) |
Time (Mins.) |
Reading (Mins.) |
Time (Mins.) |
Reading (Mins.) |
Time (Mins.) |
|
| 0·00 | 0·00 | 0·00 | ||||||
| 1 | Set up | 3·40 | 3·20 | 3·36 | 3·32 | |||
| 3·40 | 3·20 | 3·36 | ||||||
| 2 | Turn face | 2·70 | 3·00 | 2·88 | 2·86 | |||
| 6·10 | 6·20 | 6·24 | ||||||
| 3 | Turn radius | 1·10 | 0·90 | 1·06 | 1·02 | |||
| 7·20 | 7·10 | 7·30 | ||||||
| 4 | Turn periphery | 1·00 | 1·20 | 1·12 | 1·11 | |||
| 8·20 | 8·30 | 8·42 | ||||||
| 5 | Bore | 2·30 | 2·80 | 2·61 | 2·57 | |||
| 10·50 | 11·10 | 11·03 | ||||||
| 6 | Tap | 1·80 | 2·10 | 1·93 | 1·94 | |||
| 12·30 | 13·20 | 12·96 | ||||||
| 7 | Take down | 0·40 | 0·35 | 0·34 | 0·36 | |||
| 12·70 | 13·55 | 13·30 | ||||||
| Total (mins.) | 13·18 | |||||||
| 12·70 | 13·55 | 13·30 | ||||||
It will be seen that the watch is not stopped until the end of the complete operation, and therefore the last reading indicates how long the operation has taken; it is the sum of all the elements.
If anything happens which is not a part of the operation—for instance, if a tool needs replacing owing to accident or becoming dull too quickly, or if a belt breaks—the watch is stopped, and when the operation begins again it is started and goes on from the point where it stopped.
During the timing, observations are made to determine whether any part of the operation may be done in a quicker or easier way, or whether any element is taking longer than it ought to do.
It must be particularly noted that there is a distinct difference between time study and time recording. Any job, the slowest or fastest in the whole factory, may be time-recorded by merely observing the time with a stop-watch, but this is not a time study.
When several sets of figures have been obtained, the number of sets depending on the circumstances, the timing part of the study is over.
The figures are now examined. The time of each element is obtained as described in the example. In noticing the times of any one element, times which are much less or much greater than the others are eliminated, and the average of the remaining times is taken. Then all these averages are added together, and the average time of the complete operation is thus obtained.
This time is considered to be the fastest time in which the operation can be done. It is not actually the fastest for two reasons. One is that any time so obtained may be improved on when the worker becomes thoroughly used to the job, and the other is that a good average worker is chosen for the time study; therefore a first-class man can improve on the time obtained.
But it is considered to be the fastest time, and we will call it the base time.
Now, this time has been obtained under exceptional circumstances. When a man is working on a time study job—that is, with the knowledge that he is on trial, so to speak, and with the time study engineer timing and observing every detail and73 motion—he works faster than usual. There is no opportunity for little breaks, or rests, or breathing spaces; it is hard slogging all the time. The time study engineer does not intend it to be so, but by the nature of the circumstances that is what happens, and no man can keep this up for long.
It is quite evident, therefore, that this time cannot be reached regularly by every worker, and this is taken into consideration when determining the standard time—i.e., the time in which the job should be done by the average worker.
To obtain the standard time an allowance is made on the base time. This allowance depends on the nature of the work, a higher allowance being made for jobs that need a good deal of handling than for jobs that are nearly all cutting, because cutting is independent of the worker.
The way to arrive at the allowance is to examine the recorded figures, and add together all the cutting times and then all the handling times. An allowance of about 10 per cent. is usually given on the cutting times, and from 15 per cent. to 50 per cent., or even more, on handling times. The cutting times depend on the machinery, and that is why a smaller allowance is given for them.
This standard time is the basis of the Reward System, and is therefore the most important time. It is so fixed in relation to base time that every worker put on that work should be able to reach it74 after a little practice. If he does so, he is said to have reached an efficiency of 100 per cent.
A worker who reaches continuously 100 per cent. is a high efficiency man.
This efficiency should always be reached by a worker who follows the instructions and works diligently.
Reward begins, however, considerably before this point is reached, because it may be necessary for a worker to be on a job some time before he reaches a high efficiency. Again, sometimes one worker is naturally slower than another; and although his work is good, he can reach 100 per cent. efficiency only by special effort. There would be little encouragement if reward did not begin until the worker had reached 100 per cent. efficiency.
For these reasons, and as an incentive to every man to become as highly efficient as possible, reward begins when the worker reaches 75 per cent. efficiency.
This means that an allowance of 33⅓ per cent. is given on the standard time or standard production, and this new figure is called "reward time" or "reward production" because it is the point where reward begins.
The following examples will make the matter clearer:
Let us assume that the time in which the job can be done is found by the time study to be 12 hours; this is the base time, and can be reached or even exceeded under favourable circumstances, because in the first place it has already been reached75 during the time study, and in the second place the worker on the time study was a good average man, so that a first-class man should be able to do the job in quicker time.
Now, suppose the job needs a good deal of handling. In such a case the time will be increased by, say, 25 per cent. in order to obtain the standard time; 25 per cent. of 12 hours is 3 hours, so that the standard time is 12 + 3 = 15 hours. Therefore, if the worker does the job in 15 hours, he has reached 100 per cent. efficiency, which is the point to be aimed at. It should always be attained by every worker who follows the instructions accurately and works diligently, while a good worker should always be able to do it in less time.
The point when reward begins is arrived at by adding 33⅓ per cent. to the standard time—that is, 15 hours with 33⅓ per cent. of 15 hours added; 33⅓ per cent. of 15 is 5, and 15 + 5 = 20 hours. Reward is earned, therefore, when the job is done in anything less than 20 hours.
It will be seen that, while it is quite possible to do the job in 12 hours or even less, yet if the job be done in anything under 20 hours reward is earned.
What amount of reward? Well, suppose the job rate is 36s. This means that the job is given to a worker whose day wage is about 36s. per week. This is 9d. an hour on a 48-hour week. Suppose the work is done in 16½ hours. As the standard time is 15 hours, the job has taken longer than standard time; it is 1½ hours longer than standard.76 But, as the reward time is 20 hours, it has been done in 3½ hours less than reward time; in other words, 3½ hours have been saved on the job. The worker gets paid for all the time he saves = 3½ hours at 9d. per hour; total reward 2s. 7½d. So that for his 16½ hours' work he gets his day wage of 9d. per hour (= 12s. 4½d.) + a reward of 2s. 7½d. —that is, 15s. in all. In other words, he earns 11d. per hour instead of 9d. per hour.
His efficiency is 91 per cent., but efficiency calculation will be mentioned later.
Let us now examine another case, a small part job. We will assume that the time study shows a production of 40 of these small parts per hour.
We have now shifted from times to quantities. The base quantity is 40 per hour, that number being the greatest number produced by a good average worker in 1 hour under favourable circumstances. The standard quantity will, of course, be less than this, and, as such work would probably be done on an automatic machine with practically no hand work, an allowance of 10 per cent. is made on the base quantity in order to obtain the standard quantity. Ten per cent. of 40 is 4; therefore the standard quantity is 40-4 = 36. This is the quantity the worker ought to produce continuously if he is diligent and attends to the machine properly.
As before, reward begins at an earlier point than standard. That is to say, if a smaller quantity than 36 be produced reward is earned, but a certain77 minimum quantity must be produced before reward begins. This minimum quantity is called "reward production," and begins at 75 per cent. of the standard production. (36 × 75)/100 = 27·0, and this is the reward production for one hour, reward being paid on any excess above this.
Let us assume that a worker is 6 hours on this work, and in that time produces 220 pieces. The reward quantity is 27 per hour, and for the 6 hours is 27 × 6 = 162. The job rate is, say, 24s., because this work would be done by unskilled or partially skilled labour. This is 6d. per hour, and if the worker produces 27 or less pieces per hour that is what he receives. If he produces more than 27 per hour, he gets paid at the rate of 6d. per 27 for the excess, this being equivalent to being paid for all the time saved.
The production in 6 hours is 220; the reward quantity for that time is 162, and the standard quantity 216. It is seen that efficiency in this case is over 100 per cent., because 220 is 4 more than standard. Reward is paid on 220-162 = 58, and payment is made at the rate of 6d. for each 27. If we divide 58 by 27, and multiply the result by 6d., this will give the amount of reward—namely, 1s. This is the reward for 6 hours' work, and is 2d. per hour, so that the worker gets 8d. per hour instead of 6d.
Efficiency is about 102 per cent.
The following shows these examples in tabular form:
| I. | |
|---|---|
| Base time | 12 hours |
| Standard time | 15 hours |
| Reward time | 20 hours |
| Time taken | 16½ hours |
| Time saved | 3½ hours |
| Job rate per hour | 9d. |
| Reward | 3½ × 9 = 2s. 8d. |
| Total reward for week if reward is earned at same rate all the week (namely, 48 hours) | 7s. 9d. |
| Total earnings | 36s. + 7s. 9d. = 43s. 9d. |
| II. | |
|---|---|
| Base quantity | 40 per hour |
| Standard quantity | 36 per hour |
| Reward quantity | 27 per hour |
| Time worked | 6 hours |
| Quantity produced | 220 |
| Reward quantity for 6 hours | 162 |
| Excess quantity | 58 |
| Reward at 27 for 6d. | 1s. |
| Total reward for week if reward is earned at same rate all the week (namely, 48 hours) | 8s. |
| Total earnings | 24s. + 8s. = 32s. |
The foregoing examples are of average workers. The following is an example of what a good worker can do, and, as the method of calculation is given above, a tabular statement is all that is necessary:
| III. | |
|---|---|
| Base time | 8 hours |
| Standard time (base + 25%) | 10 hours |
| Reward time (standard + 33⅓%) | 13·3 hours |
| Time taken | 8·5 hours |
| Time saved | 13·3 - 8·5 = 4·8 hours |
| Job rate per hour | 9d. |
| Reward | 9 x 4·8= 3s. 7d. |
| Total reward for week if reward is earned all week at same rate | 20s. 2d. |
| Total earnings | 36s + 20s. 2d. = 56s. 2d. |
| Efficiency | 117·5% |
The result is not an exceptional one.
After the time study has been made, an instruction card is made out for the job. On this card all the particulars are given—how to do the job, the sequence of operations, the tools to be used, the base, standard and reward times or productions, the job rate, and any other necessary information.
It is by acting in accordance with the instructions on the card that the worker can reach standard time regularly, and the foreman or setter-up and the superintendent are always ready to assist the worker in every way to attain this result.
If the operator finds he cannot reach standard time by diligent work and following the instructions, he should always inform the superintendent, in order that the matter may be investigated.
The question of spoiled work must be taken into account. It is almost impossible for all the work produced to pass inspection. Machines may not work quite right; tools become dull; material is not always the same; workers sometimes get careless.
How is this spoiled work to be dealt with?
It would be quite unfair to make the worker responsible for bad work which was due to no fault of his. It would be equally unfair for him to get paid for bad work which was due to his own carelessness or neglect.
When work is inspected, and some of it found to80 be bad, it is not difficult as a rule to find where the fault for this bad work lies. If it is due to bad material or bad machining, the question arises of how far the worker is to blame. He should stop his machine and call the attention of the foreman to any fault of tools or material. If too deep a cut be taken, or if a part be badly worked by hand tools, this is the worker's fault.
Work which is spoiled by the worker or by his neglect is deducted from his gross production, and his reward is reduced accordingly.
It is quite possible that, if a large amount of bad work be produced, and the worker's total production be not very high, the amount to be deducted is greater than the amount of reward. In such a case nothing is deducted from his day wage, and nothing is held over to be deducted from reward earned in a later week. For instance, suppose a worker receives a day wage of 36s. per week. Then suppose his total production would bring him a reward of 10s., but that deductions on account of spoiled work amounted to 8s. His wages for that week would be 36s. + 10s. = 46s.—less 8s. = 38s. net. Now, if reward due to total production was 6s., and spoiled work amounted to 10s., then if spoiled work were deducted in full he would get 36s. + 6s. =42s.—less 10s. = 32s. net (namely, 4s. less than his day wage). But this is never done. He gets his full 36s., and the 4s. is cancelled altogether. Each week is taken entirely by itself, and the day wage for the week is always guaranteed, whatever happens in connection with the work or the reward.
If any of the spoiled work be rectifiable, this does not interfere with the deduction. It means that, in order to make the article pass inspection, more work, more inspection, and more supervision, must be done on it.
It happens quite frequently that stoppages occur during the progress of the work. For instance, the worker may have to wait for material; the driving belt may need tightening; tools may need changing at odd times not recorded in the instructions; metal may be hard or bad, thereby necessitating a reduction in speed—and so on.
All these things result in a reduction in the quantity of articles produced, and none of them is due to the fault of the operator.
In such cases the worker either clocks off or receives a day time allowance. He clocks off when his machine is actually stopped for fifteen minutes or more at one time. If he has several short stoppages, the foreman adds the times together and writes a day time allowance for the whole on the worker's operation card. If it be necessary to reduce the speed of the machine on account of hard metal, bad material, tools not tempered correctly, or anything that tends to lower production without actually stopping the machine, a day time allowance is made and written on the operation card; or in some cases the standard time is increased, thus giving a longer time in which to do the job.
Clocking and day time allowances mean that this82 time is deducted from the time on reward. For example, suppose the machine is stopped for 1 hour during a job that has the standard time of 7 hours, and suppose the time from start to finish is 8½ hours. The 1 hour is subtracted from the 8½ and is paid for at day rate, the time for the job being calculated to be 7½ hours.
If during the week there are day time allowances of 7 hours, then there are 41 reward hours and 7 day time hours.
The effect of making day time allowances is to increase the reward, as will be seen from the following example:
Assume that during 20 hours 500 small pieces are produced, and that the machine stops 4 hours out of the 20. If the production be spread over the whole 20 hours and reward production be 24 per hour, the reward quantity is 20 × 24 = 480. Reward is therefore paid on 500-480 = 20 pieces. If the 4 hours be deducted, the net time on reward is 16 hours, not 20, and the reward quantity for the 16 hours is 16 × 24 = 384. Reward is paid on 500-384 = 116 pieces, instead of 20. Let the job rate be 8d. per hour. Then, as the reward production is 24 per hour, this means that the worker receives 8d. for each 24 pieces; the reward on 20 pieces at 24 for 8d. = 6½d., while the reward on 116 pieces = 3s. 3d. This shows how important it is to get the proper day time allowances. The 4 hours are, of course, paid for at the worker's day rate.
Efficiency is the percentage ratio between the time it takes to do the job and the standard time. Or, if we are dealing with quantities, the percentage ratio between the quantity actually produced in a certain time and the standard quantity which ought to be produced in that time.
The standard time or standard quantity is considered to be 100 per cent. efficiency, as we have seen.
If the standard time for a job be 12 hours, and the worker does it in 12 hours, his efficiency is 12/12 × 100 = 100 per cent. Suppose he does the job in less than 12 hours, then it is quite clear that his efficiency is more than 100 per cent. Say he does it in 10 hours; his efficiency is (12 × 100)/10 = 120 per cent. If he takes longer than standard time, his efficiency is less than 100 per cent. Say he does it in 15 hours; his efficiency is (12 × 100)/15 = 80 per cent. Reward time is 12 + 33⅓ per cent. of 12 = 12 + 4 = 16 hours. Suppose the worker takes the reward time of 16 hours to do the job; his efficiency is (12 × 100)/16 = 75 per cent. This efficiency is the ratio between reward time and standard time, and that is why we say the efficiency point for reward is 75 per cent.
Rule I.—In order to calculate efficiency on a84 time basis, the standard time must be multiplied by 100 and the result divided by the actual time.
In dealing with small parts, the basis is the standard quantity per hour—in other words, the quantity which ought to be produced in one hour in order to reach 100 per cent. efficiency.
If the standard quantity per hour be 20, and the worker is on the job 8½ hours, then the standard quantity for that time is 20 × 8½ = 170. If the worker produces 170, his efficiency is (170 × 100)/170 = 100 per cent. Suppose he produces 200 in the time, then his efficiency is more than 100 per cent., because he has produced more than the standard quantity. His efficiency is (200 × 100)/170 = 117·5 per cent. If, on the other hand, he produces less than 170, say 150, his efficiency is (150 × 100)/170 = 88·25 per cent.
Rule II.—In calculating efficiency by this method, it is evident that the quantity produced in a certain time must be multiplied by 100 and divided by the standard quantity for that time.
If a definite number of articles are to be machined, the whole quantity may be looked upon as a single job. For instance, suppose there are 3,000 pieces to be produced, and standard quantity is 150 per hour. Then the standard time for the whole quantity is 3000/150 = 20 hours. Reward time will be 20 + 33⅓ per85 cent. of 20 = 20 + 6⅔ = 26⅔ hours. Efficiency may now be worked out by the first method.
Efficiencies are, of course, calculated on the net time—that is, on the total time of the job after day time and other allowances have been deducted.
In order to illustrate the general principles of the Reward System, an individual case was taken and one particular relation between reward and standard times was selected—namely, 75 per cent.
The sewing on of buttons, the laying of bricks, ploughing, shipbuilding, etc., would have served just as well, and the same general results would have been obtained.
The relation between reward and standard times has given rise to much discussion and experiment, and the relation selected in Part II. is one that appeals most strongly to the worker as he gets paid for all the time he saves. If reward begins earlier and the worker gets a proportion of the time he saves instead of the whole, reward at standard time should be just the same, or nearly so. It only means that the worker has a better chance of getting a higher reward when he is below the 100 per cent. line, and a smaller one when he is above it.
The following diagrams show the relation between reward and efficiency according to the principal methods in use at the present time, some of them being used in the same factory for different classes of work. A complete diagram is illustrated on p. 88, but, for convenience, only a portion of this is used in most of the other diagrams.
It must be noted that reward at standard time must be never less than 25 per cent. of the job rate, while 30 per cent. to 35 per cent. is fairer.
In order to find the amount of reward at any efficiency, read off the efficiency on the bottom line, run a pencil along the line corresponding to this efficiency until it touches the graph, then run the pencil along horizontally until it reaches the vertical scale. Read off the percentage of reward on the vertical scale.
It will be seen at once that any efficiency below the reward point means that no reward is earned, but that there is no reduction of day wages. (The Taylor and Gantt methods are exceptions to this rule.)
The diagram on p. 88 is a descriptive one. The first column shows wages plus reward on a wage basis of 8d. per hour.
The second column shows wages plus reward on a wage basis of 10d. per hour.
The third column shows the proportion of the reward to the day wage for any efficiency, the day wage being considered 100 per cent.
The efficiencies are shown along the bottom line, and the 100 per cent. efficiency line is dotted.
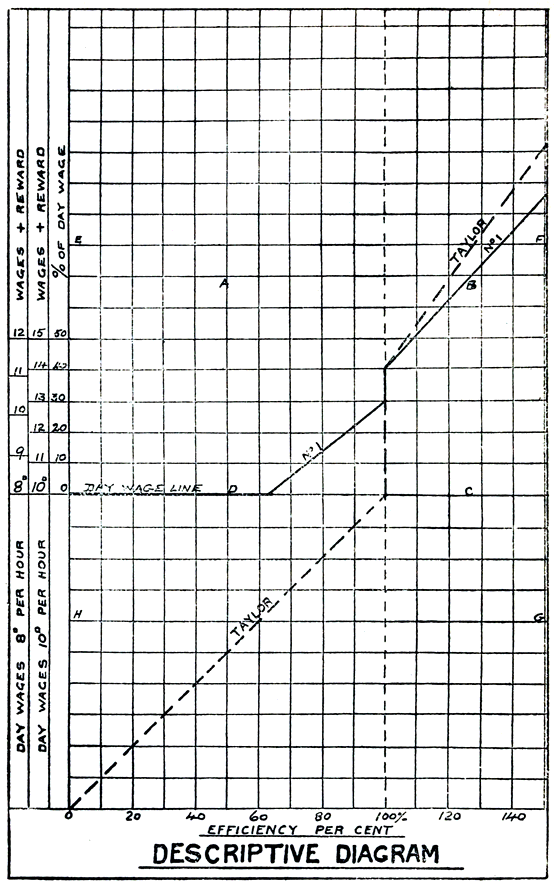
Two methods of wage payment are plotted on this diagram, the full line being Reward System No. 1, and the dotted line the Taylor System.
For convenience the following diagrams are enlarged: Nos. 1, 2, 3, 4, and the Emerson diagrams consist of the rectangle ABCD, and the Taylor and Gantt diagrams consist of the rectangle EFGH. The Rowan diagram is to the same scale as the Taylor and Gantt diagrams. The relation between the vertical and horizontal scales has also been altered to make the readings clearer.
In this method, reward begins at 62·5 per cent., and half the time saved is paid for until standard time is reached. At that point and above it two-thirds of the time saved is paid for.
Reward begins early, and increases definitely until standard time is reached. Then there is a considerable jump, and after that the reward goes on regularly at a higher rate than before.
This method is, in the opinion of the writer, the best of all reward payments, and carries out the spirit of reward principles better than any other.
The worker gets some reward, however little, and there is a direct incentive to reach 100 per cent. efficiency owing to the rapid increase of reward at that point. If he gets nothing, then he either feels ashamed of his laziness, or, what is more likely, he inquires into the reason why he has received no reward. This is just what the employer wants, as it discovers inefficiencies in connection with machinery or supplies or with other processes or routines.
At the same time, an inaccurate time study neither penalises the worker too much on the one hand, nor causes excessive reward on the other.
Yet again, the worker always gets his day rate even though his efficiency falls below the reward point.
It is eminently suitable for both employer and worker.
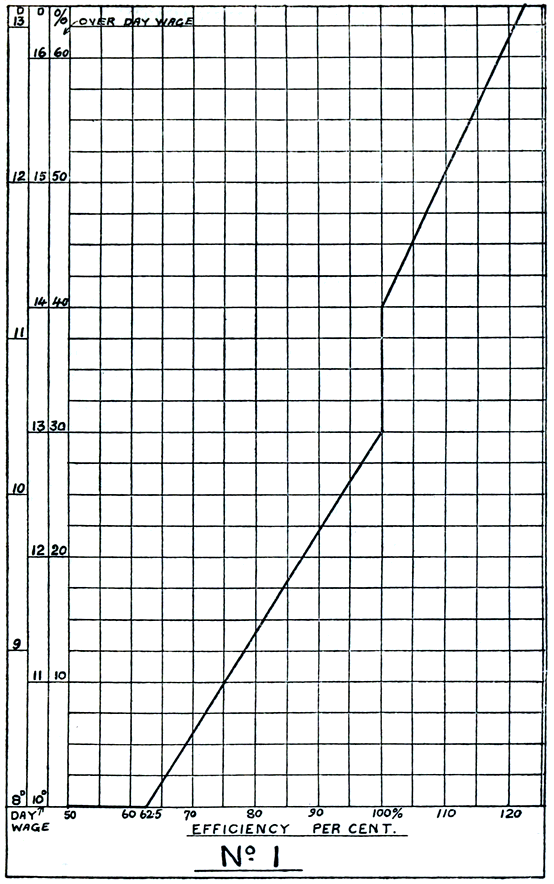
In this case the reward consists of payment for half the time saved, and reaches 30 per cent. increase on the wage rate at 100 per cent. efficiency.
It is suitable for many classes of work, and neither worker nor employer suffer too much in the event of an inaccurate time study.
Reward begins early and is a direct incentive to efficiency, but there is not the same urge towards the 100 per cent. line as in the case of System No. 1. Usually there is an extra bonus given, say 5 per cent., to those reaching standard time, and this takes the form of a lump sum, so that the angle of the line of increase is not interfered with.
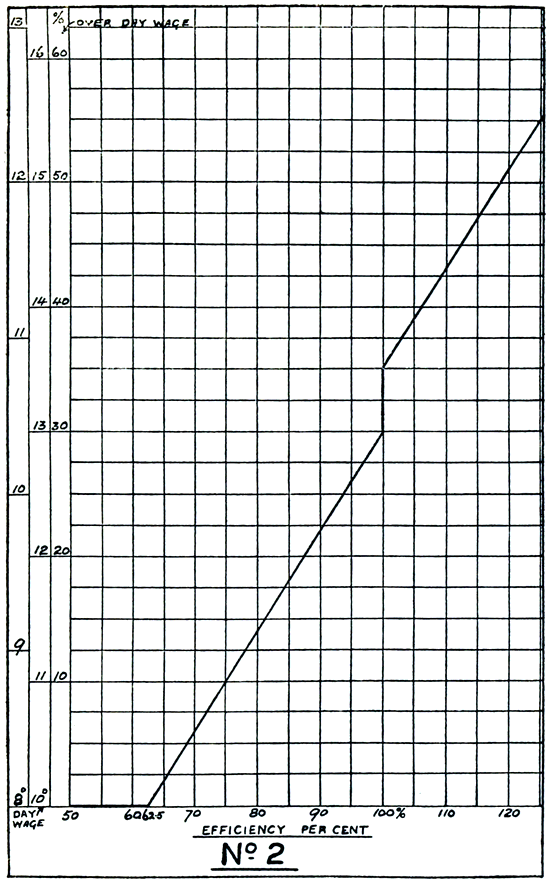
Reward in this case begins at 80 per cent. efficiency and all the time saved is paid for.
It is a method suitable for high-class workers and necessitates a very accurate time study. It needs a decided effort to get reward, but once reward begins it increases rapidly. An inaccurate time study means either little or no reward if the inaccuracy results in increasing the difficulty of the job; while if it makes the job easy, then excessive rewards are earned.
There is usually an extra bonus of 10 per cent. when standard time is reached.
The system is suitable for automatic work where there cannot be a great variation in efficiency, and where the operations are to a large extent taken out of the hands of the worker.
This method of payment is now adopted by Mr. Allingham after conference with trade-union officials, as it gives the worker the whole of the time saved.
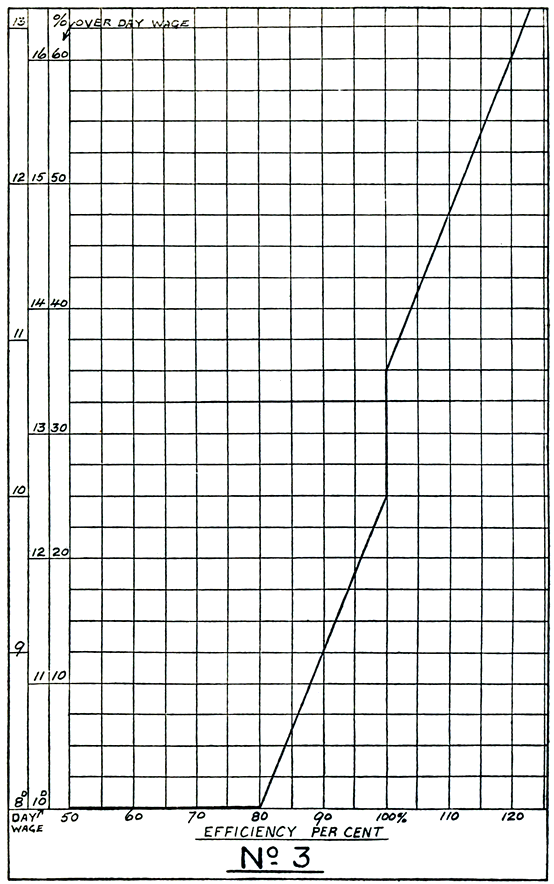
This is a diagram illustrating the example given in the foregoing description of the reward system.
Reward begins at 75 per cent. efficiency, and when standard efficiency is reached the proportion of reward to job rate is 33⅓ per cent. At this point a bonus of 5 per cent. is given, and the line of reward above this point is parallel to the line below it, but 5 per cent. higher.
All the time saved is paid for, and from this point of view it is more satisfactory to the worker.
Diagrams 1 to 4 are similar in principle to the Halsey bonus method, the vital difference being that Halsey bases his standard time on the average time taken under ordinary day or piece work conditions instead of on a time study.
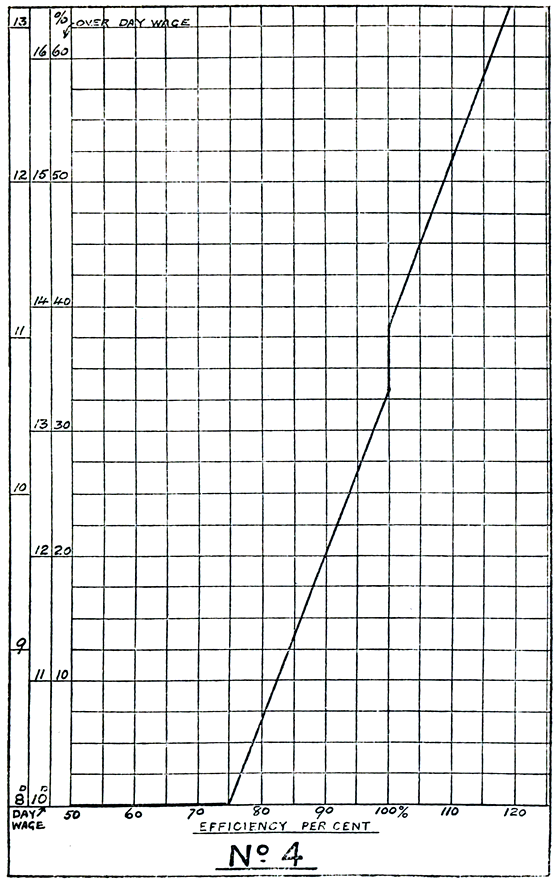
This is the system advocated by Mr. Taylor, the originator of scientific management, and hence of the Reward System.
A certain piece rate is paid until standard time is reached. At that point there is a jump to another higher rate, say from 10d. to 14d., a jump of 40 per cent. The worker gets this increase for all the work done, and the increased rate is paid on the rest of the work.
The worker makes strenuous efforts to reach 100 per cent. efficiency because of the great increase, and also because he suffers directly when he fails to obtain it.
The task set is so high that only highly skilled and rapid workers can reach it, but the reward is also high. A good man can earn as much as from 60 per cent. to 100 per cent. of his wages.
The system is one that weeds out the inefficient and the moderately efficient. It is only satisfactory to highly skilled men, the élite of the workers, and its use is therefore limited as most men will not work under it. Its greatest fault is that it penalises the worker too much for inefficiency. A man who regularly attains 90 per cent. efficiency would be considered a fair worker in most shops, but under this system he would not only receive no reward, but he would only receive 90 per cent. of his day wages.
The rate must jump at least 40 per cent. at 100 99 per cent. efficiency, otherwise the method is not so advantageous as some of the other methods, while it is much more difficult to earn reward.
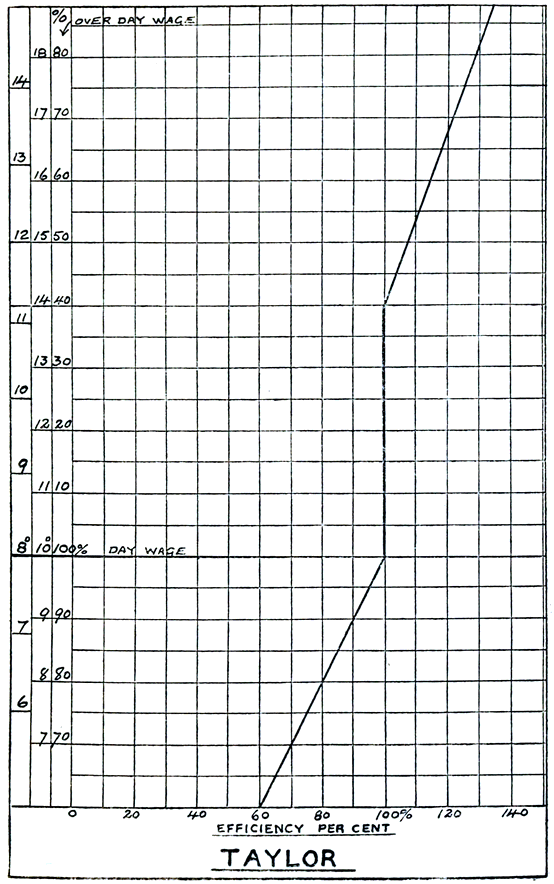
This method is very similar to the Taylor System, except that the worker is not penalised so much if he fails to reach standard time.
A large increase in the piece rate is given when 100 per cent. efficiency is reached. For all time taken in excess of standard the worker gets three-quarters of his wage rate instead of the whole of it. As an example, suppose the standard time of a job be 10 hours and the worker takes 12 hours. He is paid full-day rate on 10 hours, and three-quarters the day rate on 2 hours. At 10d. per hour this amounts to—
| d. | |
| 10 hours at 10d. = | 100 |
| 2 hours at 7½d. = | 15 |
| —— | |
| 115 |
for 12 hours' pay, which is equal to 9½d. per hour. The efficiency is (10/12) × 100 = 83·3 per cent.
The sloping line below the day rate line shows the hourly rate at various efficiencies.
After 100 per cent. efficiency is reached, the reward is just the same as in the Taylor System.
The advantage of this system over the Taylor 101 System is that the loss for inefficiency is not heavy, yet it is enough to make the worker endeavour to reach standard time. This, again, is a method only suitable for highly skilled workers.
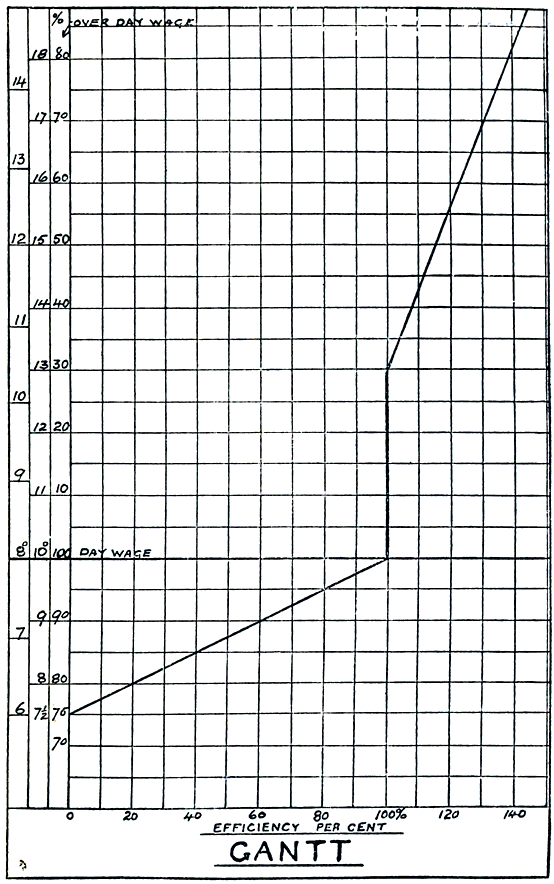
In order to arrive at a gradually increasing bonus line, Mr. Emerson took a point on the wage line at 66·6 per cent. efficiency, and another on the 100 per cent. efficiency line at 20 per cent. bonus. The bonuses between these two efficiencies were then arranged so that for each 1 per cent. increase in efficiency the bonus increased in greater proportion. The resulting diagram is a curve which is approximately a parabola. Beyond 20 per cent. efficiency the worker gets paid for all time saved.
By this method reward begins fairly early, so that all workers should be able to get some reward. It progresses very slowly from 66·6 per cent., and at 80 per cent. is about 3¼ per cent. of the wage rate. Then it increases more quickly, and at 90 per cent. efficiency it is 10 per cent. of the wage rate, at 95 per cent. efficiency it is about 15 per cent., and at 100 per cent. efficiency it is 20 per cent.
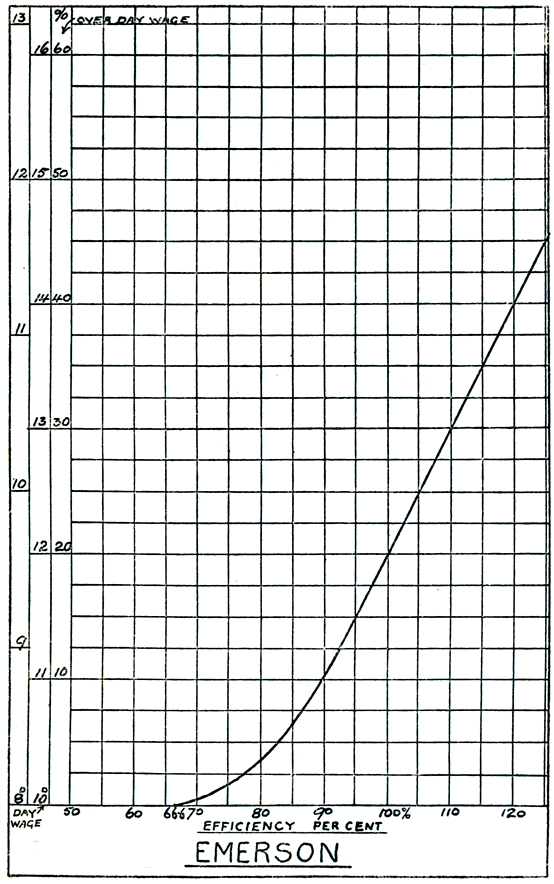
One thing must be noticed: The reward above 100 per cent. efficiency is based on standard time, and not on reward time. This means that the worker gets a bonus of 20 per cent. on the time worked, and in addition to that the full rate of wages for the time he saves above standard time. As an example, take a job with a standard time of 20 hours:
| Case I. | |
|---|---|
| Suppose job done in | 22 hours. |
| Efficiency | 91 per cent. |
| Bonus (see diagram) | 10 per cent. |
| 10 per cent. of 22 hours | 2·2 hours. |
| Reward: 2·2 hours at 10d. | 22 pence. |
| Wages: 22 hours at 10d. | 220 pence. |
| Total payment for 22 hours | 242 pence. |
| Hourly rate for job (wages + reward) | 11 pence. |
| Case II. | |
| Suppose job done in | 18 hours. |
| Efficiency | 111 per cent. |
| 20 per cent. on 18 hours | 3·6 hours. |
| Time saved (20-18) | 2·0 hours. |
| Reward: 5·6 hours at 10d. | 56 pence. |
| Wages: 18 hours at 10d. | 180 pence. |
| Total payment for 18 hours | 236 pence. |
| Hourly rate for job (wages + reward) | 13·1 pence. |
This method enables the worker to get reward at a comparatively low efficiency. The reward is not much to begin with, but it is enough to induce the worker to try and get a higher efficiency. When standard time is reached, the reward is not enough, but beyond that it increases rapidly.
This method differs from all others in the variation of reward earned.
It is extremely simple in calculation, as the worker gets 10 per cent. increase in wages for every 10 per cent. of time saved. He cannot save more than, say, 99 per cent. of the time on the job, because when 100 per cent. is saved it means that the job is done in no time at all.
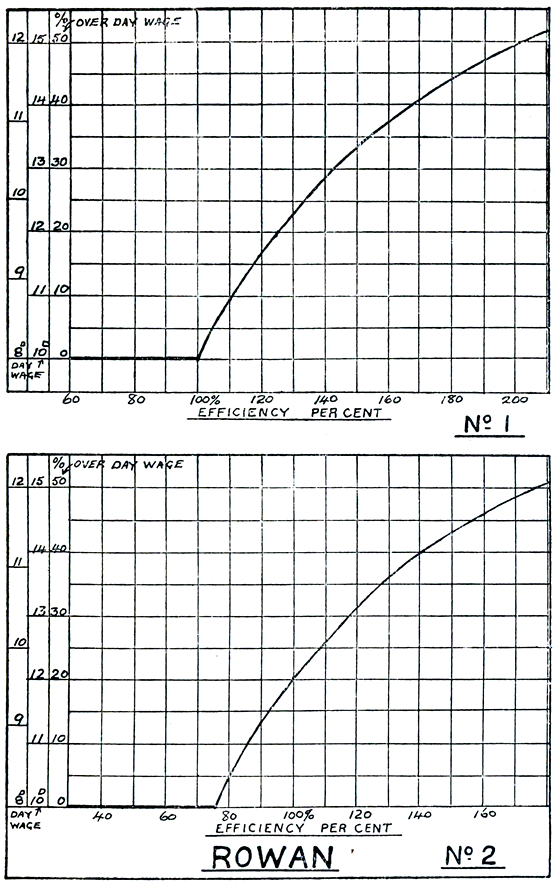
Suppose the time allowed is 10 hours. If it be done in 5 hours, 50 per cent. of the time has been saved, and the worker gets 50 per cent. increase of wages for the 5 hours he has worked. If the job be done in over 10 hours, day wage, say 10d. per hour, is paid for all the time taken. If done in 9 hours, 11d. per hour is paid; if in 8 hours, 1s. per hour; if in 7 hours, 13d. per hour; and so on.
The efficiency is the standard time (time allowed) divided by the time taken. If a line be plotted of efficiencies and rates-paid, the line is not a straight one, as in other cases, but a curve as shown in the diagram.
Reward rises rapidly at first, but it gets less and less as efficiency increases, which is in direct opposition to reward principles.
The method has little to recommend it except the simplicity of reckoning the reward payment.
It will be seen that the employer cannot possibly overpay the worker, no matter what his efficiency.
No. 1 is the ordinary diagram, 100 per cent. efficiency being the point where bonus begins. This point is based on an estimated time, not on a time study.
No. 2 is a diagram drawn to compare the Rowan System with the Reward System. Assuming that the worker under the Rowan System will usually earn 20 per cent. in excess of his day wages, this has been used to determine the 100 per cent. efficiency line, and the curve has been drawn as before.
The thick horizontal line marks the day rate of payment for work done. It is the same at all efficiencies, and there is no inducement whatever for a worker to increase his efficiency. Under such conditions the average worker will only do enough work to enable him to keep his job, and will resist all attempts to find out whether the work may be done more efficiently.
The straight piece work system means that the worker gets so much for each piece produced no matter how long it takes to produce it. Therefore the faster the work is done the more money is earned.
Efficiency is based on the quantity a worker ought to do in order to earn the standard rate of wages. Assuming he gets 10d. an hour, then the payment for the work done ought to equal 10d. when working at the normal rate—namely, 100 per cent. efficiency. If less than this is earned, efficiency falls below 100 per cent.; if more is earned, efficiency is over 100 per cent.
The sloping line shows the earnings per hour at different efficiencies.
There is no scientific basis on which to determine the proper time of the job, and there is great inequality in the prices of different jobs, some being easy, some very difficult. For the disadvantages of the system, see p. 6.
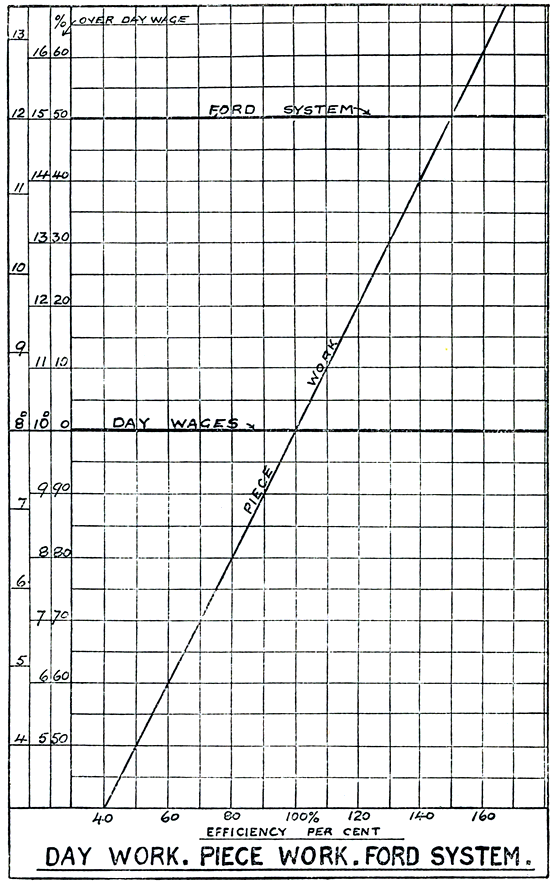
The Ford System is illustrated in the diagram on p. 108. The amount received by the worker is the same no matter what his efficiency may be, but wages are 50 per cent. higher than the standard day rate. For this reason the firm adopting this system has a far greater choice of workers than other firms, all the best labour gravitating to the firm. The worker is, of course, expected to submit to the conditions prevailing in the factory, and to do the work allotted to him in the stated time and with the degree of accuracy stipulated. Needless to say, the amount of work expected is far greater than under ordinary day work conditions.
This system has two serious disadvantages, the first being that it is of extremely limited application, and the second that it necessitates an exceptionally high degree of organisation if it is to be satisfactory.
With regard to the first point, the system depends entirely on paying wages considerably higher than the average of the district or country in which the factory is situated. This high wages inducement gives the firm the pick of the workers and holds the men to their positions. It is obvious that only one or two firms in each trade can do this. If the system became general, it would mean that wages would be increased all round and that men need no longer be afraid of being discharged. They could leave and get equally high wages elsewhere. Under such circumstances all the advantages of the system would disappear, and wages would be reduced all round until some firm began again.
Dealing with the second point, production will not be increased, or will be increased very little, if the men are left to themselves, and therefore a high degree of organisation is necessary. It means time study, planning, constant improvement in methods and machines, and all those incidentals described herein under Reward System, but with an overhanging threat of dismissal that is absent from the Reward System. The firm must have a standard product if the system is to be economically successful, and each man must do one job only and do it in the manner indicated. Team work is the essence of the system. It is quite impossible to obtain any beneficial result from the Ford System if applied to an average factory. Men cannot produce anything approaching their maximum capacity unless the work is thoroughly well organised, and waste of time, labour, and material, eliminated. And no matter how much the men desire to be worthy of the increased wages, they cannot be blamed if the organisation fails. The only incentive to high production is, of course, the threat of dismissal.
If the Ford System is to be successful, therefore—
1. The organisation must be as keen as, or even keener than, that of the Reward System.
2. The firm must have a highly specialised business.
3. Efficiency must be maintained under threat of dismissal.
4. The system must be adopted by only one or two firms in each trade.
Where these conditions prevail the system should be highly successful.
The following suggestion for a floating wage rate would prove a perpetual automatic incentive to continuously high efficiency.
It consists of a variation of, say, 6s. per week in the wage rate of every class of worker, the lowest wages in the class being the trade-union rate, and the highest wages being 6s. above the trade-union rate.
Every quarter-day each worker who reaches an average efficiency of, say, 95 per cent. or over during the previous three months for a minimum number of reward hours worked, say 500, will receive automatically an increase of 1s. per week in his wages for the next three months. If he keeps up this efficiency for eighteen months he will reach the highest wage rate.
The wages of every worker who fails to reach an average efficiency of, say, 85 per cent. during the previous three months will automatically drop 1s. per week until he is on the lowest rate.
Under these conditions a worker on the lowest rate will try to reach a higher one, and if he is on a higher rate he will always try to maintain his efficiency. A drop in efficiency means a direct loss to the worker, and the worker would probably complain of the conditions of his work. If other workers can keep up their efficiencies on the same jobs, the complaint is groundless; while if other workers cannot keep their efficiencies, it is obvious that something is wrong, and the conditions will be investigated.
The variation of the wages being automatic, no one can complain of unfairness.
The advantage of making the change every three months instead of a longer period would mean that every worker would take a live interest in his continuous efficiency, and would not be content with a good week one week and a medium week the next. And, again, a good man who dropped down owing to unforeseen circumstances would only be down for three months, while a medium worker would always respond to the incentive, and when he reached another step up he would make great efforts not to go down again.
There would be an automatic selection of the best men, and favouritism would be reduced to almost nothing. A foreman could not prevent a man getting the increase when his efficiency proved that he had earned it, and he could not push on an inferior man because of personal friendship.
Should a high wage man leave, then he would have to come back on the lowest wage rate if he wanted to come back. This would induce men to keep their situations. Should a man be discharged, the same thing would happen. But a high wage man is of far more value to a firm than a low wage man, and he would not be discharged unless discharged permanently for some fault.
If a firm thought to lower wages by discharging all the high efficiency men, and then take them on again at a lower wage, that firm would immediately lose caste, and no high efficiency man would work there. A high efficiency man can get a job anywhere.
This floating wage rate would be quite apart from the question of reward, and the job rates for reward work would be the same for all workers no matter what their wage rate was.
[1] What is necessary in the way of food, clothes, fuel, household articles, rent, etc., in order to keep an average family in reasonable comfort can easily be determined. I have worked this out in detail, but it is hardly a subject for these notes.
[2] Since writing this paragraph I have found the following statement in Mr. Graham Wallas's book, "The Great Society" (p. 347): "It is true that Morris, for all his greatness, never faced the fact that we cannot both eat our cake and have it; cannot use slow methods of production, and also turn out without overwork large quantities of consumable wealth. Once, while I listened to him lecturing, I made a rough calculation that the citizens of his commonwealth, in order to produce by the methods he advocated the quantity of beautiful and delicious things which they were to enjoy, would have to work about two hundred hours a week. It was only the same fact looked at from another point of view which made it impossible for any of Morris's workmen, or, indeed, for anyone at all whose income was near the present English average, to buy the products either of Morris's workshop at Merton or of his Kelmscott Press. There is no more pitiful tragedy than that of the many followers of Tolstoy, who, without Tolstoy's genius or inherited wealth, were slowly worn down by sheer want in the struggle to live the peasant life which he preached."
Transcriber's Note:
Obvious errors were corrected.
Ditto marks were replaced with the word(s) they represent for tables found on pages 25, 27, 78 and 104.
***END OF THE PROJECT GUTENBERG EBOOK A RATIONAL WAGES SYSTEM***
******* This file should be named 46977-h.htm or 46977-h.zip *******
This and all associated files of various formats will be found in:
http://www.gutenberg.org/4/6/9/7/46977
Updated editions will replace the previous one--the old editions will be renamed.
Creating the works from print editions not protected by U.S. copyright law means that no one owns a United States copyright in these works, so the Foundation (and you!) can copy and distribute it in the United States without permission and without paying copyright royalties. Special rules, set forth in the General Terms of Use part of this license, apply to copying and distributing Project Gutenberg-tm electronic works to protect the PROJECT GUTENBERG-tm concept and trademark. Project Gutenberg is a registered trademark, and may not be used if you charge for the eBooks, unless you receive specific permission. If you do not charge anything for copies of this eBook, complying with the rules is very easy. You may use this eBook for nearly any purpose such as creation of derivative works, reports, performances and research. They may be modified and printed and given away--you may do practically ANYTHING in the United States with eBooks not protected by U.S. copyright law. Redistribution is subject to the trademark license, especially commercial redistribution.
To protect the Project Gutenberg-tm mission of promoting the free distribution of electronic works, by using or distributing this work (or any other work associated in any way with the phrase "Project Gutenberg"), you agree to comply with all the terms of the Full Project Gutenberg-tm License available with this file or online at www.gutenberg.org/license.
1.A. By reading or using any part of this Project Gutenberg-tm electronic work, you indicate that you have read, understand, agree to and accept all the terms of this license and intellectual property (trademark/copyright) agreement. If you do not agree to abide by all the terms of this agreement, you must cease using and return or destroy all copies of Project Gutenberg-tm electronic works in your possession. If you paid a fee for obtaining a copy of or access to a Project Gutenberg-tm electronic work and you do not agree to be bound by the terms of this agreement, you may obtain a refund from the person or entity to whom you paid the fee as set forth in paragraph 1.E.8.
1.B. "Project Gutenberg" is a registered trademark. It may only be used on or associated in any way with an electronic work by people who agree to be bound by the terms of this agreement. There are a few things that you can do with most Project Gutenberg-tm electronic works even without complying with the full terms of this agreement. See paragraph 1.C below. There are a lot of things you can do with Project Gutenberg-tm electronic works if you follow the terms of this agreement and help preserve free future access to Project Gutenberg-tm electronic works. See paragraph 1.E below.
1.C. The Project Gutenberg Literary Archive Foundation ("the Foundation" or PGLAF), owns a compilation copyright in the collection of Project Gutenberg-tm electronic works. Nearly all the individual works in the collection are in the public domain in the United States. If an individual work is unprotected by copyright law in the United States and you are located in the United States, we do not claim a right to prevent you from copying, distributing, performing, displaying or creating derivative works based on the work as long as all references to Project Gutenberg are removed. Of course, we hope that you will support the Project Gutenberg-tm mission of promoting free access to electronic works by freely sharing Project Gutenberg-tm works in compliance with the terms of this agreement for keeping the Project Gutenberg-tm name associated with the work. You can easily comply with the terms of this agreement by keeping this work in the same format with its attached full Project Gutenberg-tm License when you share it without charge with others.
1.D. The copyright laws of the place where you are located also govern what you can do with this work. Copyright laws in most countries are in a constant state of change. If you are outside the United States, check the laws of your country in addition to the terms of this agreement before downloading, copying, displaying, performing, distributing or creating derivative works based on this work or any other Project Gutenberg-tm work. The Foundation makes no representations concerning the copyright status of any work in any country outside the United States.
1.E. Unless you have removed all references to Project Gutenberg:
1.E.1. The following sentence, with active links to, or other immediate access to, the full Project Gutenberg-tm License must appear prominently whenever any copy of a Project Gutenberg-tm work (any work on which the phrase "Project Gutenberg" appears, or with which the phrase "Project Gutenberg" is associated) is accessed, displayed, performed, viewed, copied or distributed:
This eBook is for the use of anyone anywhere in the United States and most other parts of the world at no cost and with almost no restrictions whatsoever. You may copy it, give it away or re-use it under the terms of the Project Gutenberg License included with this eBook or online at www.gutenberg.org. If you are not located in the United States, you'll have to check the laws of the country where you are located before using this ebook.
1.E.2. If an individual Project Gutenberg-tm electronic work is derived from texts not protected by U.S. copyright law (does not contain a notice indicating that it is posted with permission of the copyright holder), the work can be copied and distributed to anyone in the United States without paying any fees or charges. If you are redistributing or providing access to a work with the phrase "Project Gutenberg" associated with or appearing on the work, you must comply either with the requirements of paragraphs 1.E.1 through 1.E.7 or obtain permission for the use of the work and the Project Gutenberg-tm trademark as set forth in paragraphs 1.E.8 or 1.E.9.
1.E.3. If an individual Project Gutenberg-tm electronic work is posted with the permission of the copyright holder, your use and distribution must comply with both paragraphs 1.E.1 through 1.E.7 and any additional terms imposed by the copyright holder. Additional terms will be linked to the Project Gutenberg-tm License for all works posted with the permission of the copyright holder found at the beginning of this work.
1.E.4. Do not unlink or detach or remove the full Project Gutenberg-tm License terms from this work, or any files containing a part of this work or any other work associated with Project Gutenberg-tm.
1.E.5. Do not copy, display, perform, distribute or redistribute this electronic work, or any part of this electronic work, without prominently displaying the sentence set forth in paragraph 1.E.1 with active links or immediate access to the full terms of the Project Gutenberg-tm License.
1.E.6. You may convert to and distribute this work in any binary, compressed, marked up, nonproprietary or proprietary form, including any word processing or hypertext form. However, if you provide access to or distribute copies of a Project Gutenberg-tm work in a format other than "Plain Vanilla ASCII" or other format used in the official version posted on the official Project Gutenberg-tm web site (www.gutenberg.org), you must, at no additional cost, fee or expense to the user, provide a copy, a means of exporting a copy, or a means of obtaining a copy upon request, of the work in its original "Plain Vanilla ASCII" or other form. Any alternate format must include the full Project Gutenberg-tm License as specified in paragraph 1.E.1.
1.E.7. Do not charge a fee for access to, viewing, displaying, performing, copying or distributing any Project Gutenberg-tm works unless you comply with paragraph 1.E.8 or 1.E.9.
1.E.8. You may charge a reasonable fee for copies of or providing access to or distributing Project Gutenberg-tm electronic works provided that
1.E.9. If you wish to charge a fee or distribute a Project Gutenberg-tm electronic work or group of works on different terms than are set forth in this agreement, you must obtain permission in writing from both the Project Gutenberg Literary Archive Foundation and The Project Gutenberg Trademark LLC, the owner of the Project Gutenberg-tm trademark. Contact the Foundation as set forth in Section 3 below.
1.F.
1.F.1. Project Gutenberg volunteers and employees expend considerable effort to identify, do copyright research on, transcribe and proofread works not protected by U.S. copyright law in creating the Project Gutenberg-tm collection. Despite these efforts, Project Gutenberg-tm electronic works, and the medium on which they may be stored, may contain "Defects," such as, but not limited to, incomplete, inaccurate or corrupt data, transcription errors, a copyright or other intellectual property infringement, a defective or damaged disk or other medium, a computer virus, or computer codes that damage or cannot be read by your equipment.
1.F.2. LIMITED WARRANTY, DISCLAIMER OF DAMAGES - Except for the "Right of Replacement or Refund" described in paragraph 1.F.3, the Project Gutenberg Literary Archive Foundation, the owner of the Project Gutenberg-tm trademark, and any other party distributing a Project Gutenberg-tm electronic work under this agreement, disclaim all liability to you for damages, costs and expenses, including legal fees. YOU AGREE THAT YOU HAVE NO REMEDIES FOR NEGLIGENCE, STRICT LIABILITY, BREACH OF WARRANTY OR BREACH OF CONTRACT EXCEPT THOSE PROVIDED IN PARAGRAPH 1.F.3. YOU AGREE THAT THE FOUNDATION, THE TRADEMARK OWNER, AND ANY DISTRIBUTOR UNDER THIS AGREEMENT WILL NOT BE LIABLE TO YOU FOR ACTUAL, DIRECT, INDIRECT, CONSEQUENTIAL, PUNITIVE OR INCIDENTAL DAMAGES EVEN IF YOU GIVE NOTICE OF THE POSSIBILITY OF SUCH DAMAGE.
1.F.3. LIMITED RIGHT OF REPLACEMENT OR REFUND - If you discover a defect in this electronic work within 90 days of receiving it, you can receive a refund of the money (if any) you paid for it by sending a written explanation to the person you received the work from. If you received the work on a physical medium, you must return the medium with your written explanation. The person or entity that provided you with the defective work may elect to provide a replacement copy in lieu of a refund. If you received the work electronically, the person or entity providing it to you may choose to give you a second opportunity to receive the work electronically in lieu of a refund. If the second copy is also defective, you may demand a refund in writing without further opportunities to fix the problem.
1.F.4. Except for the limited right of replacement or refund set forth in paragraph 1.F.3, this work is provided to you 'AS-IS', WITH NO OTHER WARRANTIES OF ANY KIND, EXPRESS OR IMPLIED, INCLUDING BUT NOT LIMITED TO WARRANTIES OF MERCHANTABILITY OR FITNESS FOR ANY PURPOSE.
1.F.5. Some states do not allow disclaimers of certain implied warranties or the exclusion or limitation of certain types of damages. If any disclaimer or limitation set forth in this agreement violates the law of the state applicable to this agreement, the agreement shall be interpreted to make the maximum disclaimer or limitation permitted by the applicable state law. The invalidity or unenforceability of any provision of this agreement shall not void the remaining provisions.
1.F.6. INDEMNITY - You agree to indemnify and hold the Foundation, the trademark owner, any agent or employee of the Foundation, anyone providing copies of Project Gutenberg-tm electronic works in accordance with this agreement, and any volunteers associated with the production, promotion and distribution of Project Gutenberg-tm electronic works, harmless from all liability, costs and expenses, including legal fees, that arise directly or indirectly from any of the following which you do or cause to occur: (a) distribution of this or any Project Gutenberg-tm work, (b) alteration, modification, or additions or deletions to any Project Gutenberg-tm work, and (c) any Defect you cause.
Project Gutenberg-tm is synonymous with the free distribution of electronic works in formats readable by the widest variety of computers including obsolete, old, middle-aged and new computers. It exists because of the efforts of hundreds of volunteers and donations from people in all walks of life.
Volunteers and financial support to provide volunteers with the assistance they need are critical to reaching Project Gutenberg-tm's goals and ensuring that the Project Gutenberg-tm collection will remain freely available for generations to come. In 2001, the Project Gutenberg Literary Archive Foundation was created to provide a secure and permanent future for Project Gutenberg-tm and future generations. To learn more about the Project Gutenberg Literary Archive Foundation and how your efforts and donations can help, see Sections 3 and 4 and the Foundation information page at www.gutenberg.org Section 3. Information about the Project Gutenberg Literary Archive Foundation
The Project Gutenberg Literary Archive Foundation is a non profit 501(c)(3) educational corporation organized under the laws of the state of Mississippi and granted tax exempt status by the Internal Revenue Service. The Foundation's EIN or federal tax identification number is 64-6221541. Contributions to the Project Gutenberg Literary Archive Foundation are tax deductible to the full extent permitted by U.S. federal laws and your state's laws.
The Foundation's principal office is in Fairbanks, Alaska, with the mailing address: PO Box 750175, Fairbanks, AK 99775, but its volunteers and employees are scattered throughout numerous locations. Its business office is located at 809 North 1500 West, Salt Lake City, UT 84116, (801) 596-1887. Email contact links and up to date contact information can be found at the Foundation's web site and official page at www.gutenberg.org/contact
For additional contact information:
Dr. Gregory B. Newby
Chief Executive and Director
gbnewby@pglaf.org
Project Gutenberg-tm depends upon and cannot survive without wide spread public support and donations to carry out its mission of increasing the number of public domain and licensed works that can be freely distributed in machine readable form accessible by the widest array of equipment including outdated equipment. Many small donations ($1 to $5,000) are particularly important to maintaining tax exempt status with the IRS.
The Foundation is committed to complying with the laws regulating charities and charitable donations in all 50 states of the United States. Compliance requirements are not uniform and it takes a considerable effort, much paperwork and many fees to meet and keep up with these requirements. We do not solicit donations in locations where we have not received written confirmation of compliance. To SEND DONATIONS or determine the status of compliance for any particular state visit www.gutenberg.org/donate.
While we cannot and do not solicit contributions from states where we have not met the solicitation requirements, we know of no prohibition against accepting unsolicited donations from donors in such states who approach us with offers to donate.
International donations are gratefully accepted, but we cannot make any statements concerning tax treatment of donations received from outside the United States. U.S. laws alone swamp our small staff.
Please check the Project Gutenberg Web pages for current donation methods and addresses. Donations are accepted in a number of other ways including checks, online payments and credit card donations. To donate, please visit: www.gutenberg.org/donate
Professor Michael S. Hart was the originator of the Project Gutenberg-tm concept of a library of electronic works that could be freely shared with anyone. For forty years, he produced and distributed Project Gutenberg-tm eBooks with only a loose network of volunteer support.
Project Gutenberg-tm eBooks are often created from several printed editions, all of which are confirmed as not protected by copyright in the U.S. unless a copyright notice is included. Thus, we do not necessarily keep eBooks in compliance with any particular paper edition.
Most people start at our Web site which has the main PG search facility: www.gutenberg.org
This Web site includes information about Project Gutenberg-tm, including how to make donations to the Project Gutenberg Literary Archive Foundation, how to help produce our new eBooks, and how to subscribe to our email newsletter to hear about new eBooks.